Установки для автоматической сварки продольных швов обечаек — в наличии на складе!
Высочайшая производительность, удобство, простота в управлении и надежность в эксплуатации.
Сварочные экраны и защитные шторки — в наличии на складе!
Защита от излучения при сварке и резке. Большой выбор.
Доставка по всей Рф!
Дуговая сварка угольным электродом (метод Бенардоса) принципно отличается от сварки железным электродом. При дуговой сварке угольным электродом дуга пылает между свариваемыми элементами и электродом. Электрод в данном случае является только проводником электричества, присадочный же металл при необходимости вводится в сварочную ванну дополнительно.
Род тока. Сварку меди угольной дугой делают только с применением неизменного тока на прямой полярности (положительный полюс машины присоединяется к изделию, а отрицательный — к электроду). На переменном токе сварку выполнить нереально, так как дуга пылает нестабильно.
Сварка меди угольной дугой на оборотной полярности не осуществляется, так как в данном случае дуга пылает нестабильно и происходит резвое сгорание угольного (графитового) электрода. При оборотной полярности положительный полюс машины подключается к держателю, а отрицательный — к изделию. После пуска сварочной машины нужно проверить ее полярность, не доверяясь маркировке на основных зажимах, так как генераторы нередко перемагничиваются.
Каждый сварщик должен уметь определять полярность машины. Наружными признаками для определения полярности являются: а) при оборотной полярности затруднено возбуждение дуги, дуга пылает нестабильно — «блуждает» по изделию, поддержание дуги может быть при маленькой ее длине, наблюдается чрезвычайно резвый разогрев электрода до светлокрасного каления, и на поверхности пробной планки появляется черный налет угольных частиц; б) при прямой полярности дуга пылает стабильно, дугу можно «растягивать» приблизительно до 50 мм, в процессе сварки конец электрода «самозатачивается», в то время как при оборотной полярности конец электрода делается тупым. При прямой полярности угольный налет отсутствует.
Электроды. Сварку меди угольной дугой можно делать угольным и графитовым электродами. Нужное поперечное сечение электродов находится в зависимости от материала, из которого они сделаны, и силы используемого сварочного тока. Рекомендуемые в литературе сечения для угольных и графитовых электродов зависимо от силы сварочного тока приведены в табл. 15.
Таблица 15. Поперечник присадочных прутьев для сварки меди угольным электродом
Угольные электроды используются круглого сечения, а графитовые — прямоугольного либо квадратного и пореже круглого сечения. Длина электродов может быть различной и зависит приемущественно от площади их поперечного сечения, также от удобства выполнения сварки. Чем больше площадь поперечного сечения, тем больше может быть длина электрода.
Практикой установлена длина электрода порядка 120—150 мм. При очень большой длине рабочей части увеличивается омическое сопротивление электрода, что вызывает его перегрев и резвое сгорание.
В целях экономии времени на перестановку электродов в держателе, также наименьшего нагрева электрода в процессе сварки электрод может быть заточен с обоих концов.
По мере сгорания либо лишнего нагрева 1-го конца электрода держатель поворачивается, и сварка делается другим концом.
При сварке угольной дугой целенаправлено использовать два параллельно присоединенных электрододержателя, что позволяет избежать перегрева электрода и держателя, так как сварка в данном случае делается попеременно то одним, то другим держателем.
Присадочный металл. Из рекомендуемых марок присадочного металла для сварки меди угольной дугой обширное использование получила бронза марки БрОФ9-0,3, как обеспечивающая высочайшие механические характеристики сварного соединения; худшие результаты дает использование бронзы марки БрКМцЗ-1 и меди марки M1.
Все сварные соединения, в каких нужна высочайшая механическая крепкость и плотность сварного шва, должны производиться с присадкой марки БрОФ9-0,3. Использование марки БрКМцЗ-1 в качестве присадочного металла может быть рекомендовано для приварки вспомогательных частей, штуцеров и наварышей.
Сварка контактов тока проводящих шин осуществляется с присадкой марки M1, так как в данном случае металл шва не достаточно чем будет отличаться от основного, что имеет огромное значение для электропроводности.
На качество сварного соединения оказывает существенное воздействие сечение присадочного прута, которым производилась сварка. При огромных сечениях прута вероятен непровар кромок, а при малых — пережог наплавленного и основного металла.
Выбор поперечника прута находится в зависимости от толщины свариваемых деталей и формы подготовки кромок под сварку.
В литературе рекомендуются поперечникы прутьев зависимо от толщины свариваемых деталей (табл. 15).
Там же рекомендуется воспользоваться следующими формулами: для малой толщины (до 4 мм)
для большой толщины (больше 4 мм)
где d — поперечник присадочной проволоки в мм;
S — толщина свариваемой меди в мм.
Длина присадочных прутьев может быть различной: для литых — более 300 мм; для проволоки — порядка 450—500 мм.
Используемые прутья перед сваркой должны быть освобождены от окислов, масла, жира и других загрязнений, по другому безизбежно возникновение пор в металле шва.
В процессе сварки нужно смотреть, дабы флюс вполне плавился и не оставался в металле шва, а умеренно покрывал Шов и околошовную зону на расстояние более 10—15 мм по обе стороны.
Режимы сварки. Сила сварочного тока не является величиной неизменной и не может быть заблаговременно задана для всех случаев сварки. Сварочный ток колеблется в значимых границах и определяется зависимо от толщины и размеров свариваемых частей, формы подготовки кромок под сварку, удобства выполнения сварки и квалификации сварщика. В процессе выполнения сварочных работ ток корректируется самим сварщиком.
Режимы сварки меди угольным и графитовым электродом, с применением в качестве присадки медных прутьев, рекомендуемые в литературе, приведены в табл. 16.
Рекомендуемые режимы сварки меди встык угольной дугой с применением присадочного металла марки БрOФ9-0,3 и БрКМцЗ-1 даны в табл. 17.
Режимы, приведенные в табл. 17, несколько отличаются от данных табл. 16 в сторону понижения тока, что может быть объяснено более низкой температурой плавления марок БрОФ9-0,3 и БрКМц3-1.
Таблица 16. Режимы для ручной сварки меди угольным и графитовым электродом
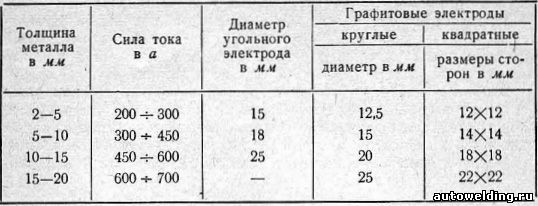
Таблица 17. Режимы сварки меди встык угольной дугой

Приемы сварки стыковых швов. Сварка стыковых соединений может быть выполнена исключительно в «нижнем» положении либо при маленьком угле подъема — до 15—20° с неотклонимой подфор-мовкой верхушки шва и подготовительным местным либо общим обогревом до температуры 250÷350° С. Сварку нужно делать длинноватой дугой порядка 25÷40 мм при напряжении на дуге 35÷45 в. Выполняя сварку длинноватой дугой, следует наращивать ее мощность, так как с повышением длины дуги вырастает напряжение на ней, а мощность находится в прямой зависимости от напряжения. При сварке на недлинной дуге в зоне, находящейся на расстоянии порядка до 12 мм от конца электрода, выделяется окись углерода, которая при высочайшей температуре просто просачивается вовнутрь жесткой меди и при наличии в ней закиси меди восстанавливает ее, образуя углекислый газ.
Углекислый газ нерастворим в меди; находясь под высочайшим давлением, он разрывает металл, образуя большие и маленькие межкристаллические трещинкы. При сварке на длинноватой дуге образовавшаяся окись углерода успевает сгореть в углекислый газ, который, находясь снаружи, не оказывает вредного воздействия на сварное соединение. Сварку меди угольной дугой можно делать «правым» и «левым» методом сварки. При «правой» сварке электрод движется слева вправо вдоль оси шва, а присадочный прут находится между швом и электродом. При «левой» сварке электрод движется справа влево, присадка находится впереди электрода, а шов сзади электрода.
Схема «левой» и «правой» сварки показана на рис. 21.
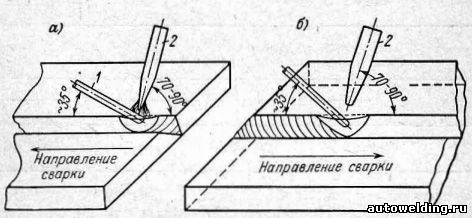
Рис. 21. Схема сварки:
а — „левая" сварка; б — „правая" сварка. 1 — присадка; 2 — угольный (графитовый) электрод.
Невзирая на то, что «правая» сварка в сопоставлении с «левой» сваркой имеет некоторые достоинства, к примеру более действенное внедрение тепла электрической дуги и возможность сваривать медь большей толщины без разделки фаски, что увеличивает скорость сварки на 20—25%, в практике более обширно применяется «левая» сварка.
При «левой» сварке сварщику лучше следить за процессами, происходящими в сварочной ванне; держа присадочный прут в левой руке, сварщик его концом может просто удалять с поверхности водянистого металла окислы и шлаки.
В процессе сварки дугу нужно направлять на сварочную ванну, не выходя на основной металл; в момент подачи присадочного металла в дугу следует делать маленькие петлеобразные движения электродом. Конец присадочного прута должен быть погружен в сварочную ванну и должен плавиться под действием теплоты металла ванны и дуги. По мере расплавления присадка подается в сварочную ванну; сразу с присадкой сварочная ванна перемешивается.
Если присадка находится вне сварочной ванны, может быть окисление присадочного металла в момент перехода его в сварочную ванну через воздушный промежуток.
Скорость сварки должна быть таковой, при которой свариваемые кромки только немного оплавляются по поверхности, а водянистый металл во время сварки не должен забегать на холодный основной металл. Для предупреждения вероятных ожогов теплом электрической дуги руки сварщика, а которой находится присадочный металл, и поболее полного применения последнего, нужно прут присадочного металла зажимать в держатель, свободный от провода, тем удаляя руку от пламени электрической дуги.
Выполнить сварку угловых швов угольным электродом отменно не представляется вероятным. Не плохое качество сварки может быть получено только при положении шва «в лодочку».
При сварке угольная дуга просто отклоняется от собственной продольной оси под действием магнитных полей. В особенности это проявляется, когда сварка ведется на огромных силах тока.
Отклонение дуги от продольной оси затрудняет и осложняет выполнение сварки. Для уменьшения «блуждания» дуги могут применяться особые держатели с соленоидом.
Эти держатели практического использования не находят, так как вес держателя возрастает, и сварщик резвее утомляется.
В процессе сварки магнитное «дутье» может быть уменьшено методом конфигурации наклона электрода и места подключения оборотного провода. Для уменьшения магнитного дутья приспособления, используемые при сварке угольной дугой, должны изготовляться из немагнитного материала.
Источник: "Электрическая дуговая сварка меди", А.И. Мальмстрем. Машгиз, 1954
Как проводится сваривание проводов из меди — особенности техники, нужные электроды

По мере надобности соединить провода из меди – наилучшим, надежным методом будет сваривание. Это соединение долговечно и обеспечивает уверенный контакт.
В бытовой электрической проводке используются медные провода, потому конкретно их нам придется сваривать в большинстве случаев.
Для этого применяется переменный и неизменный ток с напряжением 13 – 36 В. При всем этом мы обязаны иметь возможность регулировать сварочный ток.
Содержание статьи Показать
Какой аппарат избрать
Для большинства работ на дому применяются инверторы. Они комфортны в использовании, имеют маленькие размеры, вес, возможность регулировки характеристик тока, с помощью их мы можем получить уверенную дугу, разжигающуюся при низких токах.
Выдает таковой аппарат высококачественный сварной шов. Также преимущество данного аппарата в том, что он при работе не изменяет напряжение в бытовой сети.
Основными чертами такового аппарата являются тип электрического тока (неизменный либо переменный), его сила и напряжение, формирующее дугу.
Таковой аппарат можно приобрести, выбор довольно велик, или выполнить самому, если вы имеете надлежащие способности.
Разработка работ с медью
Перед сваркой меди нужно заблаговременно приготовить все оборудование, составляющие, проверить их исправность. Дабы избежать, ожогов, травм, ухудшения зрения, сварочные работы нужно создавать в специальной робе, рукавицах, защитной маске.
Наготове должен быть огнетушитель. Только обязательное соблюдение правил неопасной сварки дозволит для вас получить требуемый итог. Для сварки меди мы будем применять электроды 2-ух видов – угольные и графитовые.
Угольные стержни из отработавших батареек могут стать им хороший подменой. После того, как все оборудование испытано, выставляем требуемую нам силу тока.
Электропровода отличаются составом и качеством меди, потому подбирать характеристики тока нужно, беря во внимание это.
Если сварочный ток подобран верно – дуга будет устойчивой, электродный стержень не будет залипать. Умение стремительно подбирать характеристики тока под свойства свариваемого материала идёт с опытом.
Вот примерные свойства тока для различных типов проводов:

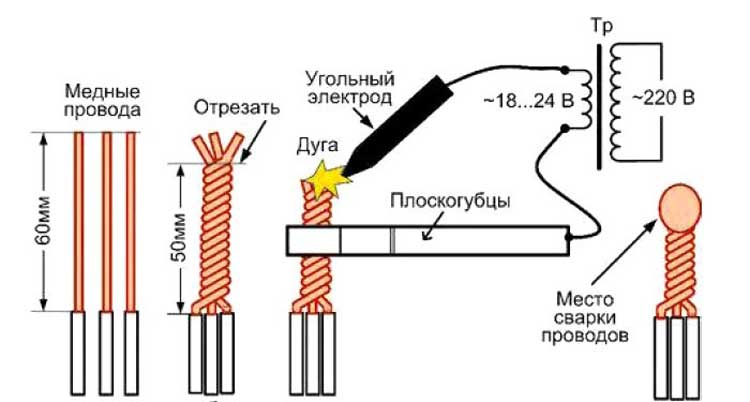
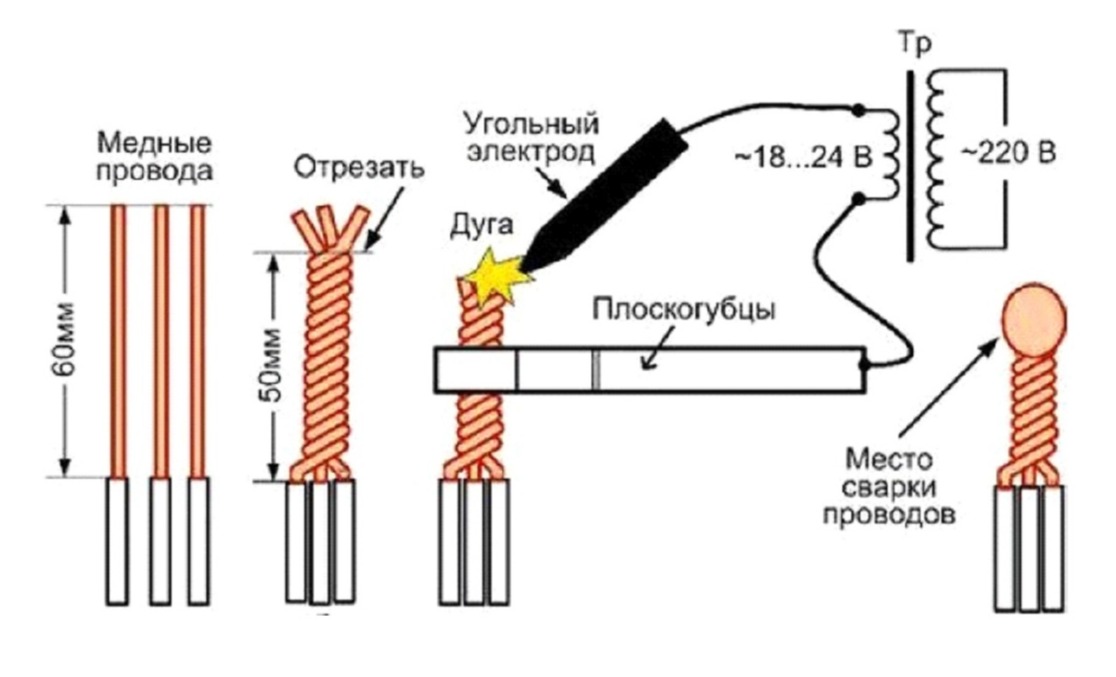
Подготовка окончена, можно приступать к сварке. Для начала снимем изоляцию кабеля на расстоянии 7-10см. Потом провода из нескольких жил скручиваются.
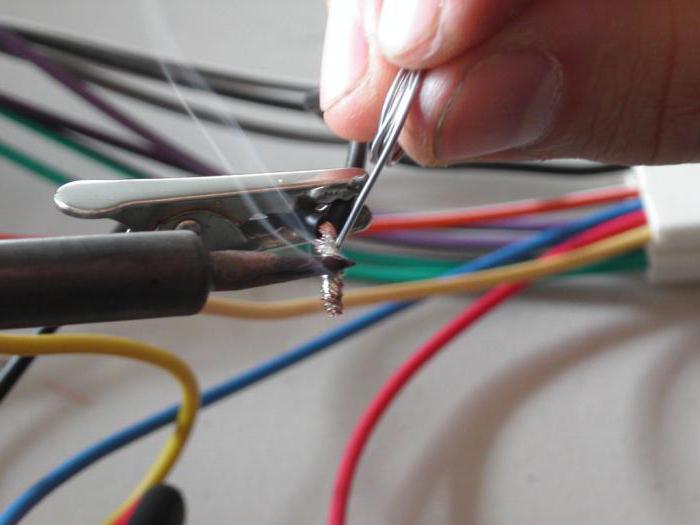
Образовавшуюся скрутку аккуратненько подрезаем, оставляем около 5 см, на ней размещаем зажим из меди. Его функция – отвод лишнего тепла. Также подключаем массу (заземление).
Читайте также: Использование кузнечной металлообработки и ковки деталей — разработка, плюсы и минусы способа
Подносим электродный стержень к скрутке и варим в течение нескольких секунд, до образования на конце скрутки медного шарика. Сваривать нужно аккуратненько, не повреждая изоляцию.
Потом ждем, пока провода остынут и изолируем, используя для этого изоленту либо специальную термоусадочную трубку.
При таких работах медный наконечник, удерживающий электродный стержень и подающий на него сварочный ток, стремительно изнашивается и теряет функциональность.
Его задачка – плотно держать электрод, от этого зависит качество сварки. В случае износа его следует поменять.
Виды электродов
Итог сварочных работ почти во всем находится в зависимости от того, как подходящий электрод для меди мы подобрали.
Для получения нужного результата нужно при его выборе учесть характеристики свариваемого материала и характеристики самой сварки. Ниже вы увидите общую систематизацию электродов.
Ими сваривают разные виды стали, такие как легированная сталь, высоколегированная с необычными параметрами, конструкционная сталь.
Также электродные стержни обширно используются при сварке цветных металлов, чугуна. Еще одна область использования — наплавка металла (нанесение металла с помощью плавления).
Электроды имеют различное покрытие, отражается это при маркировке так:
- А – Кислотное. Содержит окись кремния, марганца, железа;
- Б – Основное.В составе – фтористый кальций, карбонат кальция. Ток для работ применяется неизменный, с переменной полярностью;
- Ц – Напыление из целлюлозы. Содержит органические соединения, муку. В сварочной зоне делает защитное скопление газа;
- Р – Рутиловое. Состоит из рутила, минеральных и органических компонент. Также защищает зону сварки с помощью газа и препятствует разбрызгиванию металла во время сварки.
Сейчас об электродах, нужных для сваривания медных проводов. Их всего два вида – угольные, из электротехнического угля, и графитовые. Разглядим их особенности.
Электроды угольные
Главные области использования электродов из электротехнического угля – сваривание цветных металлов и сплавов, тонколистового металла. Не считая того, с помощью их можно исправлять недостатки литья. КПД сварной дуги при их внедрение низкое.
Температура дуги высока даже при низком значении силы тока.
Могут употребляться как без присадок, так и с применением присадочного материала (подача в дугу, укладка на шов), в большинстве случаев присадки не применяются. Температура плавления 3800оС, кипения – 4200оС.
Читайте также: Самостоятельная сварка газовых труб — техника выполнения, инструменты и расходные материалы
Работы такими электродами проводятся с установкой прямой полярности, при нагреве они расходуются очень стремительно.
Электроды графитовые

Как вы уже сообразили из их наименования – состоят они из графита, одной из модификаций углерода. Это мягенький материал с высочайшей электропроводимостью. Судя по отзывам, такие электроды числятся более успешными для меди, чем угольные.
Стоят они меньше, расходуются экономнее, отлично подходят для инверторных аппаратов с регулируемой силой тока, при сварке они остаются целыми, а соединение, приобретенное с помощью их, отличается высочайшей прочностью и надежностью.
После таких работ металл становится более устойчивым к окислению. Экономичное расходование электродных стержней из графита обосновано высочайшей температурой, при которой графит плавится (вчетверо выше, чем у меди).
Не считая того, их можно поменять на стержни использованных батареек либо щетки коллектора.
Заместо стандартного держателя для применения таких заменителей нужно взять зажим типа «крокодил», для электрода, также для заземления.
В некоторых случаях это даже удобнее, так как такие зажимы имеют маленькие габариты. А именно, это их качество может понадобиться при работах с проводами в распределительной коробке.
Советы
Вот главные советы профессионалов для сварки меди. 1-ая рекомендация для всех видов сварочных работ – внедрение экипировки и соблюдения всех правил неопасной сварки.
Все оборудование должно быть кропотливо подобрано и испытано. Сваривать медь рекомендуется с внедрением инверторов.
Успешно подобранный электрод и нормально установленный режим сварки обеспечит достижение требуемого результата – высококачественное соединение проводов, не влияющее на надежность сети при пиковой нагрузке.
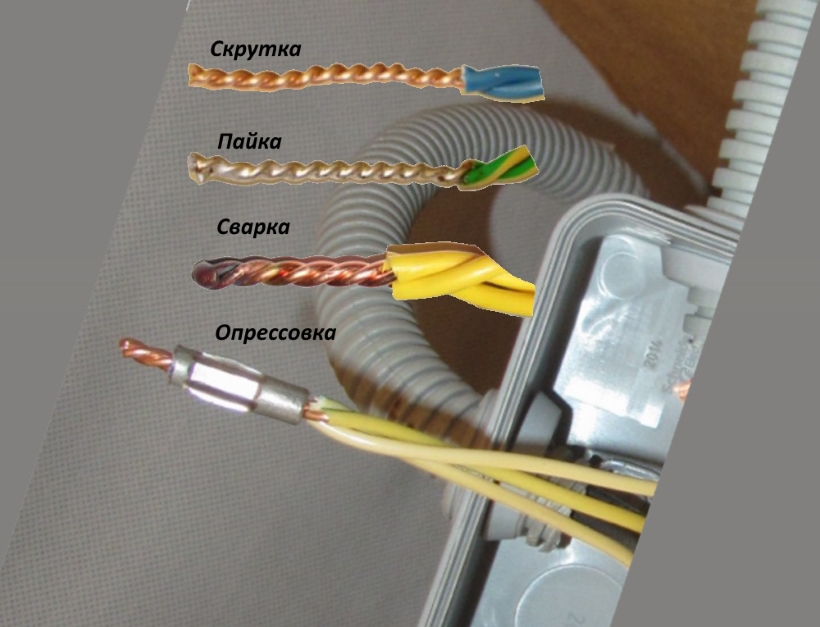
Сварное соединение проводов всегда надежнее, чем скрутка, зажимное либо клеммное соединение.
Несколько советов по технологии сварки. Опасайтесь выгорания электродного стержня, это может привести к тому, что сопротивление свалится и контакт будет долгим, что может сказаться на качестве сварки.
Для формирования спайки в виде шарика требуемой формы, нужно за ранее приготовить электродный стержень, для этого снутри его торца нужно выполнить углубление.
После окончания работы можно проверить соединение, подав в сеть наибольшее напряжение. Если соединение из меди при всем этом не греется – означает выполнено оно отменно.
Это все главные советы для сваривания медных проводов. Хотим для вас фурроров в работе!