Инверторные аппараты получают все огромную популярность как посреди опытнейших умельцев, так и юных сварщиков. Эти устройства совсем не сложно освоить и в предстоящем делать фактически все сварные соединения, требующиеся в домашнем хозяйстве. Но, дабы обеспечить подабающее качество, нужно нормально подобрать электроды для сварки инвертором. В продаже имеется огромное количество вариантов этих изделий, и для того дабы разобраться с их назначением, следует хотя-бы в общих чертах знать их главные свойства, плюсы и недочеты.
Как устроен электрод
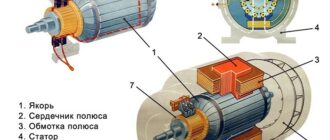
Хоть какой электрод представляет собой проволочную железную сердцевину определенной длины, покрытую специальной обмазкой. В процессе сварки возникает электрическая дуга, и под воздействием ее температуры сердечник начинает плавиться. Сразу начинает пылать и расплавляться нанесенная обмазка. Ее основная функция заключается в разработке вокруг места сварки защитного газового облака, перекрывающего доступ кислорода к железным поверхностям.
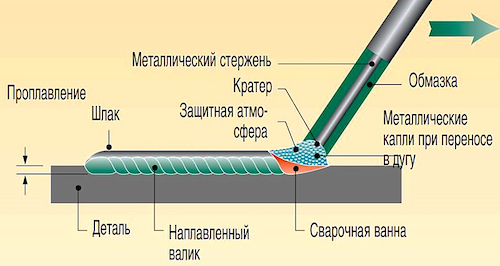
Расплавленная обмазка, находясь в водянистом состоянии, разливается узким слоем по расплавленному металлу, обеспечивая дополнительную защиту от контактов с кислородом. В итоге, качество шва существенно улучшается.
Перед тем, как избрать электроды подвергаются осмотру на предмет сколов и трещинок, наличие которых не дозволит выполнить однородный прогрев заготовок, и качество шва будет низким. Обмазка обязана иметь одинаковую толщину по всей окружности электрода, в данном случае размещение дуги будет строго по центру. Смещение дуги может сделать суровые препядствия для начинающих мастеров.
Следует держать под контролем степень влажности обмазки. Если она повышена, то некоторые виды избранных электродов загораются с трудом. Потому расходные материалы рекомендуется хранить в герметичной упаковке в сухих местах. Не стоит вначале получать отсыревшие изделия. Невзирая на возможность сушки, их свойства будут снижены. Если же электроды все-же подверглись воздействию воды, они могут быть помещены в обыденную духовку. Температура сушки указывается на упаковке изделия. Самый обычный вариант – поместить отсыревшие изделия в сухое помещение с неплохой вентиляцией и держать их там в течение долгого времени.
Обмазка делится на несколько типов покрытий. При работе сварки от неизменного тока используются электроды с главным и целлюлозным покрытием. Для сварочного инвертора, имеющего низкое напряжение холостого хода, идеальнее всего подходит рутиловое и кислое покрытие. Рутиловая обмазка обеспечивает легкий поджиг и понижает разбрызгивание металла. Кислый вариант вредоносен для здоровья, при работе с ним необходимо обеспечивать дополнительные меры безопасности.
Как избрать держатель для электродов
Качество сварочных работ почти во всем находится в зависимости от держателя либо держака, удерживающего электроды. Это устройство подключается к одному из концов электрического кабеля.
Как вернуть аккумулятор ноутбука

Существует два типа держателей, которые можно подобрать по конструкции:
- Держатель резьбового типа. Зажим и освобождение сердечника электрода осуществляется методом закручивания и последующего раскручивания ручки.
- Держак с кнопкой куркового типа. Электрод зажимается и освобождается автоматом, когда подпружиненная кнопка отпускается либо нажимается.
По своим чертам эти приспособления приблизительно одинаковы, потому как избрать хоть какое из них, необходимо решать самому. Следует уделять свое внимание на расчетную силу тока держателя и останавливаться на наивысшем значении, более подходящем для сварочной аппаратуры. В качестве недочета клавишного держака можно отметить постепенное ослабление поджимающей пружины и нарушение контакта. Этот узел приходится временами поменять.
Поперечник и подключение электрода
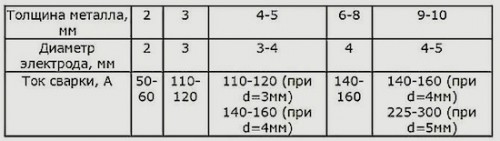
Вначале нужна решить, какие электроды лучше для инвертора, и каким должен быть их поперечник. Этот показатель впрямую связан с размерами заготовок. Если их толщина 3 мм, то и поперечник расходного материала должен быть таким же. Для сваривания более толстых заготовок потребуются и поболее большие электроды. Начинающим сварщикам идеальнее всего трениться на изделиях 3 мм, именуемых в обиходе тройкой. Главные характеристики, облегчающие выбор материала, приведены в таблице.
Выбор электрода зависит и от типа подключения, которое может быть с прямой либо оборотной полярностью. Обычно, этот показатель указывается на упаковке. Если применяется оборотное подключение, то положительный выход соединяется с электродом, а отрицательный – с зажимом, прикрепляемым к заготовке. При подключении с прямой полярностью все происходит напротив: деталь соединяется с плюсом, а электрод – с минусом.
Каждое из этих подключений различается зависимо от электронного потока. Упорядоченное движение электронов происходит от минусовой к плюсовой клемме. В связи с этим, нагрев детали, присоединенной к плюсу, выходит еще лучше. Степень нагрева изделий из металла можно изменять, используя различные режимы соединения. В случае неверного подключения, очень узкий металл может прогореть, в особенности при использовании массивного стержня. Сваривая толстые детали, следует пользоваться прямой полярностью, для более глубочайшего прогрева заготовки.
Регулировка сварочного тока
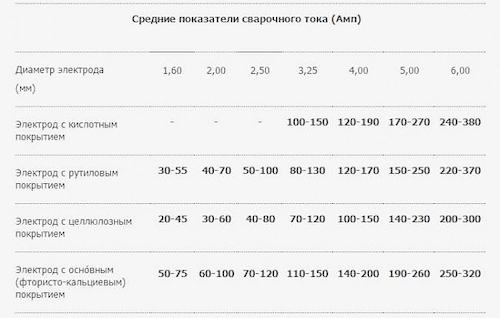
Сварочный ток, применяемый в инверторе Ресанта, выставляется в согласовании с поперечником электрода. Данная информация приведена в таблице, она также указывается и на упаковке изделий. Простой расчет подразумевает для каждого мм в поперечнике от 20 до 30 А сварочного тока. Невзирая на таковой широкий спектр, получаются отличные результаты, применимые для работы. Не считая того, необходимо учесть, каким образом будет накладываться шов. Если сварка осуществляется без отрыва – следует воспользоваться низкими токами, а с отрывом – будет нужно завышенный ток.
Бензогенератор для сварочного инвертора
В качестве примера можно взять изделие на 3 мм. В данном случае расчетная величина сварочного тока составит 60-90 ампер. Практически, такие электроды могут работать в более широком спектре – 30-140 А. Для непрерывной сварки нужна ток 70-90 ампер, а для работы с перерывами – 90-120 А. Эти характеристики могут изменяться в сторону роста либо уменьшения. На них дополнительно оказывает влияние скорость, с какой движется конец электрода, марка и степень текучести металла, размещение шва – вертикальное либо горизонтальное.
Спецы советуют новенькому подбирать токи опытным методом. Вначале выставляется номинальное значение, а потом при помощи регулировок необходимо добиваться более рационального варианта. И тогда работать будет существенно удобнее, и качество шва будет выше. Главным высококачественным показателем служит сварная ванна, на состояние которой и необходимо ориентироваться во время работ.
По каким аспектам выбираются электроды
Все электроды выбирают по двум главным разновидностям:
- Плавящиеся изделия. Основой конструкции служит железный стержень, покрытый обмазкой. Она содействует увеличению стабильности горения дуги и защищает сварочную зону от наружных воздействий. С внедрением этих изделий как раз и осуществляется ручная дуговая сварка.
- Неплавящиеся электроды. Используются для сварки заготовок в среде инертных газов, выполняющих защитную функцию.
Когда подбирают электроды для инвертора, необходимо непременно учитывать свойства и структуру соединяемых заготовок. От этого в предстоящем будет зависеть качество сформированных швов.
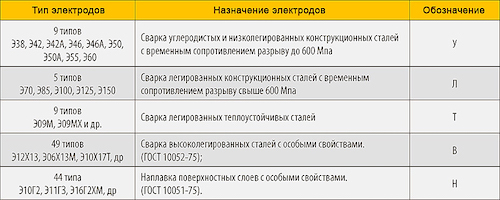
Для различных материалов применяются свои виды электродов:
- Низколегированная и низкоуглеродистая сталь соединяется углеродными изделиями.
- Легированные стали свариваются расходниками узнаваемых марок ОЗС-4, МР-3, АНО-21, УОНИ 13/45.
- Другие типы сталей либо формирование наплавок производятся электродами, у каких сердечники сделаны из высоколегированных металлов (ЦЛ-11).
- Чугунные детали соединяются особыми изделиями по чугуну – ОЗЧ-2.
Плюсы современных электродов для инвертора
Качество сварки почти во всем находится в зависимости от того, какими электродами лучше варить инвертором. Современные изделия приметно усовершенствовались и заполучили огромное количество положительных свойств:
- Сварка существенно упростилась. Трудности во время работ появляются очень изредка, в главном из-за неверного выбора по материалу сердечника.
- Способность к формированию качественных швов. Они отлично получаются при внутренних и внешних соединениях, могут иметь выпуклую либо вогнутую форму.
- Шлак, образующийся при сварке современными электродами, совсем не сложно удаляется с поверхности и позволяет сразу проконтролировать качество швов.
- Возможность сварки заготовок, покрытых ржавчиной, и получения, невзирая на коррозию, высококачественного шва.
- Фактически все типы электродов неопасны для здоровья сварщика.
Более тщательно главные электроды для сварки инвертором и какие из них лучше можно разглядеть на определенных марках, которые более известны и в большинстве случаев применяются для сварочных работ.
Датчик освещенности для включения света уличный
Какие электроды избрать для сварки
Электроды марки УОНИ 13/55
Данные изделия используются для сварочного инвертора с внедрением неизменного тока. Они отлично зарекомендовали себя в местах, где нужна в особенности высочайшее качество соединений. Образование сварочной ванны обеспечивает защиту от негативного воздействия кислорода, содержащегося в воздухе. Его действие нейтрализуется углекислым газом, выделяемым в процессе горения обмазки.

Некоторые неудобства такая обмазка делает в момент розжига изделия. У юных сварщиков на это уходит много времени. Появляются трудности и с повторным розжигом из-за сильного затвердевания обмазки, изолирующей кончик железного стержня. Но, эти маленькие недочеты компенсируются прекрасными швами, без каких-то отметин от шлака.
Изделия Kobelco LB-52U
Дорогостоящие японские электроды для инвертора, отличающиеся высочайшим качеством. В одной упаковке помещается 4-5 кг изделий.
Невзирая на высшую стоимость, они пользуются широким спросом, в особенности, когда нужна сварить низкоуглеродистую сталь. Они практически неподменны при невозможности обоестороннего проваривания заготовок. Конкретно эти электроды, применяются в работах по соединению трубопроводов. Получаются крепкие швы с гарантией свойства.

Стержень электрода, как и в прошлом случае покрыт обмазкой. До работ изделия требуют прокаливания в температурном режиме до 300 градусов. После удаления воды горение значительно улучшается, а швы получаются более высококачественными, как по горизонтали, так и по вертикали. Почти всегда работы проводятся с неизменным током. Допускается внедрение переменного тока, но качество сварки будет несколько снижено.
Марка ОЗЛ-8
Российские электроды для сварки, созданные для работы со железными заготовками, содержащими в огромных количествах хром и никель. Конкретно такие электроды выбирают для сваривания нержавеющей стали. Единственным ограничением этих изделий является их внедрение в аппаратах с неизменным током и подключение по схеме оборотной полярностью. Из-за этого выходит маленькая дуга подходящей величины.

При соблюдении всех требований технологии, получаются очень крепкие швы, не подверженные коррозии. Это очень принципиально при сваривании деталей, находящихся под неизменными нагрузками.
Определенное неудобство доставляет возникновение шлака в маленьком количестве, который стремительно и просто отделяется от поверхности заготовки. При остывании швы не растрескиваются, но следует избегать резкого остывания во избежание кристаллизации, снижающей крепкость соединения. Перед работой таким электродам нужна прокаливание.

Сварка чугуна электродом в домашних критериях
Полярность при сварке инвертором
Как варить инвертором: советы новеньким

Сварка медных проводов инвертором с применением угольного и графитового электрода, и точечным способом
Какие электроды лучше для сварки инвертором

Какие электроды лучше для сварки инвертором
Какие электроды идеальнее всего подходят для сварки инвертором — конкретно таковой вопрос в большинстве случаев задают начинающие сварщики. Электрод для сварки — это металлической стержень с нанесённой на него обмазкой. Состав обмазки электрода может быть различной, также как и материалы производства стержня.
Сейчас, когда инверторы захватили фаворитные позиции, старенькые трансформаторные аппараты для сварки, остались в далёком прошедшем. Лёгкие и мобильные инверторы, умеющие работать даже от низкого напряжения, совершенно подходят для бытовой и проф сварки.
Сварочный инвертор выдаёт неизменный ток, потому электроды к нему должны быть подобраны верно. Какие конкретно электроды лучше для сварки инвертором, читайте ниже, на веб-сайте svarkapajka.ru .
Какие электроды лучше для сварки инвертором
Если вы начинающий сварщик, то должны знать, что имеющиеся электроды принято разделять: на расходники и для сварки ответственных конструкций. К примеру, многие бывалые сварщики предпочитают варить электродами УОНИ, только ответственные конструкции. Главное требования к ним, это высочайшая крепкость и надёжность сварочного шва.

А вот такие электроды как АНО либо МР-3, в большинстве случаев мастера сварочного дела применяют ежедневно, другими словами, для сварки обыденных металлоконструкций. К ним, прежде всего, относятся такие изделия, на которые в процессе использования не будут повлиять огромные нагрузки.
Самые пользующиеся популярностью марки электродов для инверторной сварки
Стоит увидеть, что на нынешнее время существует большое количество различных электродов. Китайские, японские, южноамериканские и русские электроды — как не потеряться посреди всего этого контраста?
Потому мы приняли решение выделить самые пользующиеся популярностью марки электродов для сварки инвертором:

УОНИ-13/15 — как было сказано выше, данные электроды применяются для сварки ответственных конструкций сделанных из стали. Сварочный шов, который выходит при использовании электродов УОНИ, обладает высочайшей степенью прочности на разрыв и надёжностью.
МР-3С — электроды данной марки можно применять при сварке, как переменным, так и неизменным током. Такие электроды не сильно привередливые в работе, потому ими можно варить даже плохо приготовленный металл: с ржавчиной либо влажный.

АНО — уже в протяжении многих лет электроды АНО самые нужные посреди иных. Электроды этой марки отлично разжигаются, их не надо так нередко прокаливать в печи, как другие марки электродов. По этой причине электроды АНО идеальнее всего применять для того, дабы научиться варить инвертором.

Не считая того, при выборе электродов для инверторной сварки принципиально учесть толщину металла и некоторые другие особенности. Если металл узкий, то и электроды для сварки должны быть не очень толстые (менее 2 мм при толщине металла в 2-3 мм). В таком случае сварочный ток можно применять малых значений, дабы не прожечь дыру в металле.
Наилучшие электроды для инверторной сварки
Удобство применения инвертора сделало сварку доступной многим мастерам. Это сварочное оборудование имеет систему управления, выпрямитель, фильтр, преобразователь, поставляющие ток требуемой силы.
Инвертор дает неизменный ток, полярность которого можно поменять при сварке. Гарантией высококачественного шва является верно избранный режим работы агрегата и подходящие электроды для инвертора. Продукции существует величавое огромное количество.
Свойства, размеры многообразны. Дабы успешно приобрести электроды для сварки инвертором, найти какие из них лучше подходят к каждому определенному случаю, нужно вникнув в сущность процесса.

Принципы систематизации
Существует несколько типов классификаций электродов для сварки инвертором. Главный признак, который следует взять за базу, – это способность расплавляться. Стержни, не расплавляющиеся при сварке, применяют для работы в атмосфере защитного газа, к примеру аргона.
Плавящиеся стержни используют при ручной дуговой сварке инвертором, которая на практике в домашних критериях проводится в большинстве случаев. Расплавляется не железная сердцевина, а нанесенное сверху покрытие. Составляющие внешнего слоя делают лучше характеристики дуги, сформировывают защитное скопление над рабочей зоной.
При выборе определенной марки для инвертора принимают во внимание объем работ, требования к качеству шва и советы экспертов. Можно заглянуть в спец журнальчики, дабы выяснить рейтинги марок.
Но для домашнего применения полностью довольно пристально ознакомится с описанием на упаковке, дабы осознавать, для сварки каким током и каких материалов предназначен электрод. Получать изделия идеальнее всего у испытанного поставщика. Для обучения сварке инвертором спецы рекомендуют рутиловые либо главные марки.
Покрытие
Решающее значение при выборе электродов для инвертора имеет режим проведения сварки и хим состав расходного материала:
- электроды с покрытием щелочных (главных) компонент используют, если нужно варить инвертором при неизменном токе оборотной полярности. Ими варят высоколегированные стали;
- рутиловые покрытия можно использовать при сварке переменным и неизменным током как прямой, так и оборотной полярности. Диоксиды титана (рутил) обеспечивают легкий розжиг дуги, при работе не происходит разбрызгивание металлов. Это идеальный вариант, который можно избрать;
- для неизменного тока (другими словами инвертора) подходит целлюлозная обмазка, которая делает неплохую защитную газовую среду;
- рутилово-кислотная обмазка подходит, дабы сварить металл переменным током либо инвертором (полярность неважно какая). Розжиг дуги происходит даже при низком напряжении. Принципиально учитывать, что при работе с кислыми составами выделяются небезопасные пары. Сварку необходимо проводить при неплохой принудительной вентиляции.
Сплавы, из которых изготовлены детали, обуславливает тип сердечника. Составы должны соответствовать друг дружке.
Выбор электродов регламентируется ГОСТом. Эталоном оговорен не только лишь состав стрежней, покрытий, но и внешний облик, исключающий наличие вздутий, пористых участков, наплывов.
Стержень
Электроды для инверторной сварки делают из материалов 3-х видов: высоколегированной проволоки, обыденного легированного либо углеродистого сырья.
Начинающий мастер может сориентироваться в продукции по маркировки. Чем больше в ней находится букв и цифр, тем выше степень легирования. Любая буковка обозначает какую-то добавку, а вблизи стоящая цифра показывает на ее процентное содержание.
К примеру, изделие из углеродистой стали имеет обозначение Св-10Г2, а из высоколегированной — Св-30Х15Н35В3Б3Т. Разница явна.
Пользующиеся популярностью марки
За годы насыщенной работы с инверторами в кругах специалистов-сварщиков и домашних умельцев сформировался рейтинг популярности электродов.
Марка АНО считается самой универсальной. Электроды этой группы позволяют делать любые сварочные соединения: угловые, стыковые, внахлест. Этой электродной продукцией можно варить детали шириной менее 5 мм в всех положениях, даже в вертикальном направлении сверху вниз.
Нет необходимости в кропотливой зачистке поверхностей от товаров окисления. Такими электродами можно проводить корневую сварку толстых деталей. Если находится рутиловое, целлюлозное покрытие, то допускается подключение хоть какой полярности инвертора.
Продукция лини МР представлена 2-мя категориями. МР-3 отлично работает с деталями с разной степенью загрязненности. Электроды, покрытые рутиловым слоем, применяются при неизменном и переменном токах, при любом варианте подключения инвертора.
Подобрать положение для работы необходимо, беря во внимание поперечник электрода. Продукция МР-3С комфортна для сварки в разных положениях. Этими электродами можно соединять детали с остатками воды.
Категория УОНИ представлена электродами для сваривания деталей из углеродистых и низколегированных железных сплавов. Приобретенные швы пластичны, владеют большой ударной вязкостью, крепко соединяют конструкции особенного предназначения.
Электроды, покрытые главным слоем, могут применяться при неизменном токе, оборотной полярности подключения.
Отличные рабочие свойства проявляют электроды с маркировкой ОК 63.34. Ими можно сваривать термически крепкие стали, сплавы, устойчивые к коррозии. Можно проводить сварку по вертикали конструкций маленькой толщины, делать соединения встык и внахлест.
Для сварки конструкций, требующих высочайшей прочности и надежности шва используют электроды марки ОЗС-12. Они работают на неизменном токе инвертора прямой полярности, также на переменном.
Стоит также упомянуть марки ESAB, Lincoln, Electric, Ресанта, Kobelco, предлагающие продукцию высокого свойства с рутиловым, главным и комбинированным покрытием. Ценовой спектр тут различный, и какой вариант наилучший, каждый клиент решает себе без помощи других.
Выбор поперечника
Выбирая изделие, следует направить внимание на его поперечник. Чем тоньше конструкция, тем меньше вероятный поперечник электрода. Для сварки профилей довольно изделий с поперечником до 2 мм.
Кстати, с узкой продукцией необходимо научиться работать. Такие электроды стремительно плавятся, расходуются. Для работы с ними должны быть особые способности.
Зависимо от поперечника электрода определяют силу тока для сварки инвертором. Нередко сверху на упаковке указывают рекомендуемые значения. В целом закономерность такая – чем больше поперечник электродного изделия, тем выше нужное значение силы тока.
Несоответствие толщины материала, поперечника электрода и силы тока может усугубить качество сварного соединения, привести к образованию в нем пор.
Достоинства
Приведенный рейтинг популярности составлен не случаем, а благодаря приметным преимуществам перечисленной продукции. Сварка с ее ролью проводится инвертором более просто.
Трудности образования шва могут появиться только из-за неверного выбора марки для определенного металла либо сплава. При грамотном проведении работ образуются высококачественные соединения хоть какой формы и расположения.
Плавящиеся электроды обозначенных марок образуют шлак, который после выполнения собственных защитных функций просто отделяется. Его не надо длительно и мучительно оббивать. Качество шва будет видно сходу.
Выставленные виды электродов позволяют работать даже с деталями, имеющими остатки ржавчины. Время от времени эта особенность бывает очень принципиальна. При работе в экстремальных критериях может не быть времени и способности для кропотливой чистки поверхностей.