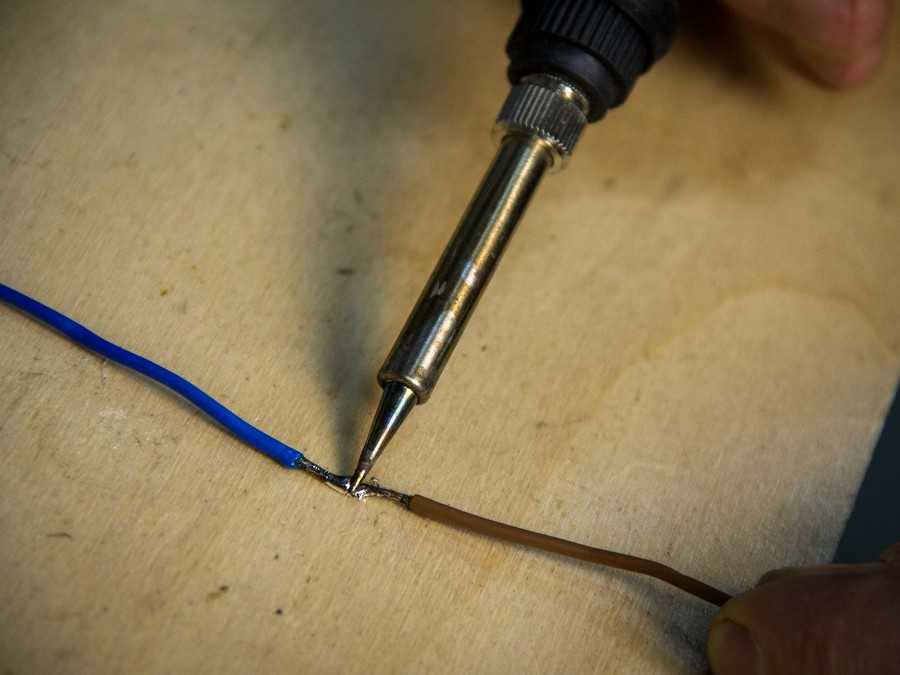
С самого первого примера приступим к практике. Нужно соединить светодиод с ограничивающим сопротивлением и припаять к ним питающий кабель. Тут не применяются монтажные штифты, платы либо другие вспомогательные элементы. Нужно выполнить следующие операции.
1. Снять изоляцию с концов провода. Тонкие медные проводники полностью чисты, так как они были защищены изоляцией от кислорода и влажности.
2. Скрутить отдельные проводки жилы. Таким макаром можно предупредить их последующее разлохмачивание.
3. Залудить концы проводов. Во время лужения нагретое нажимало паяльничка нужно подвести к проводу сразу с припоем. Провод нужно отлично разогреть, дабы припой умеренно распределился по поверхности жгута. Легкое потирание жалом помогает рассредотачиванию припоя по всей длине лужения.
4. Укоротить выводы светодиода и резистора и также залудить их. Хотя выводы и лудились при изготовлении радиоэлементов, но в процессе хранения на них мог образоваться узкий слой окислов. После лужения поверхность вновь будет незапятанной. Если применяются очень старенькые радиодетали, выпаянные из каких-то плат, на них, обычно, сильно окислены. Выводы таких деталей перед лужением нужно очистить от окислов, к примеру, поскрести их ножиком.
5. Удерживая соединяемые выводы параллельно друг дружке, нанесите на них маленькое количество расплавленного припоя. Место пайки должно прогреваться стремительно, расход припоя при всем этом — 2-3 мм (при поперечнике 1,5 мм). Как припой умеренно заполнит промежутки между соединяемыми выводами, нужно стремительно отвести паяльничек. Место пайки должно оставаться в покое, пока припой не затвердеет стопроцентно. Если детали сдвинутся ранее, то в пайке образуются микротрещины, снижающие механические и электрические характеристики соединения.
Мало теории
- Поверхности подлежащих пайке деталей должны быть зачищены, другими словами с них нужно удалить образовавшиеся со временем пленки окислов.
- Деталь в месте пайки нужно подогреть до температуры, превосходящей температуру плавления припоя. Определенные трудности при всем этом появляются в случае болших поверхностей с неплохой теплопроводимостью, так как мощности паяльничка может не хватить для ее нагрева.
- Во время процесса пайки место пайки нужно защитить от воздействия кислорода воздуха. Эту задачку делает флюс (колофоний), образующий защитную пленку над метом пайки. Флюс содержится в припое в виде узкого сердечника. При расплавлении припоя он распределяется по поверхности водянистого металла.
Обычные ошибки начинающих и способы их исправления
- Начинающие монтажники касаются места пайки только кончиком нажимала паяльничка. При всем этом к месту пайки подводится недостаточно тепла. Опытнейший монтажник обладает чувством хорошей теплопередачи. Он прикладывает нажимало паяльничка таким макаром, дабы между ним и местом пайки образовалась как можно большая площадь контакта. Не считая того, он очень стремительно вводит между жалом и деталью незначительно припоя в качестве теплопроводника.
- Начинающие монтажники расплавляет незначительно припоя и с некоторой задержкой подводит его к месту пайки. При всем этом часть флюса испаряется, припой не имеет слоя защиты и на нем появляется оксидная пленка. Специалист, напротив, всегда касается места пайки сразу паяльничком и припоем. При всем этом место пайки обволакивается каплей незапятнанного расплава еще до того, как флюс успеет улетучиться.
- Начинающие монтажники нередко не убеждены, не перегрето ли место припоя. Они очень рано отводят нажимало паяльничка от места пайки, потом обязаны снова подводить его для обогрева, вновь отводят, и т.д. Результатом является сероватое место пайки с неровными границами, так как соединяемые детали были нагреты недостаточно сильно, а сам процесс продолжался очень длительно и колофоний успел улетучиться. Мастер, напротив, нагревает место пайки стремительно и активно и завершает процесс резко и совсем. Он награждает себя гладкой, отливающей серебром поверхностью припоя, в какой отражается его зияющая физиономия.
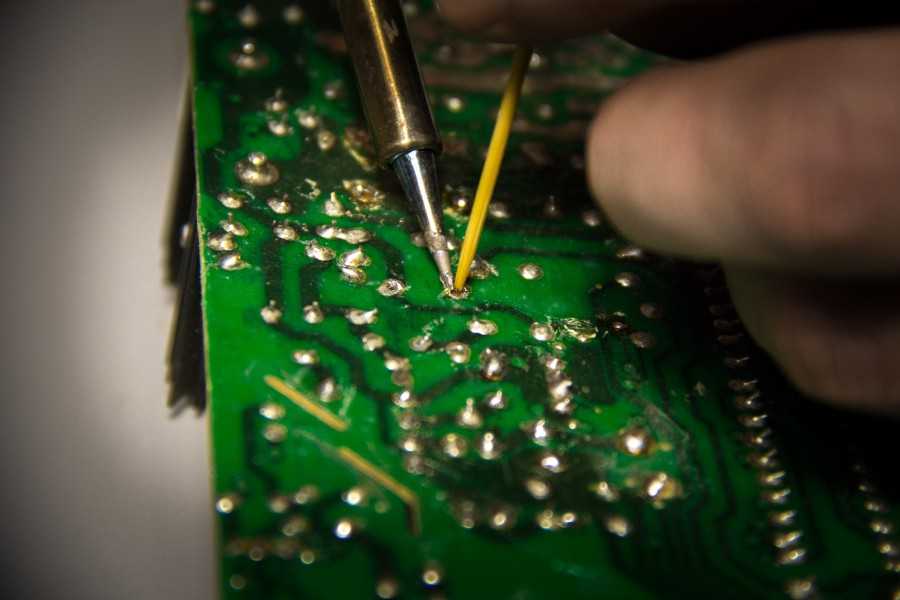
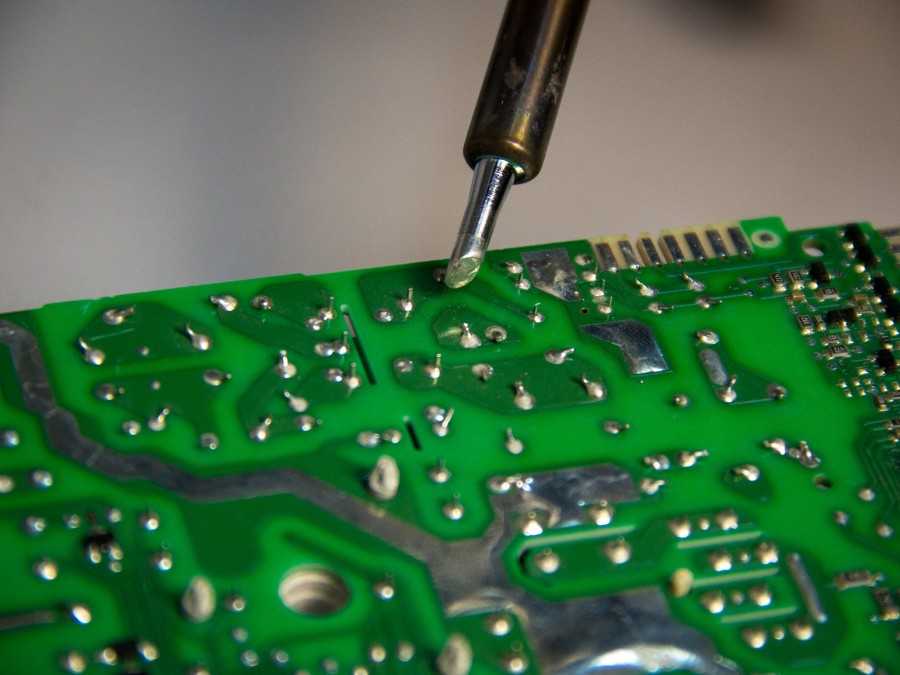
Пайка печатных плат
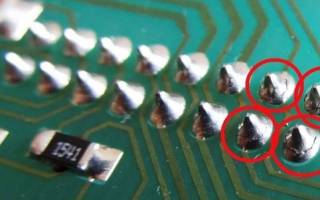
Пайка радиодеталей в платину просит наименьших усилий, чем соединение свободных проводов, так как отверстия в плате служат неплохим фиксатором припаиваемой детали. Но, и тут итог находится в зависимости от опыта и фортуны. 1-ая схема либо 1-ый проект, собираемый на макетной плате, вероятнее всего, закончится крахом еще на первых пропаянных точках, которые будут смотреться так, будто бы это сплошной проводник. Но, после нескольких упражнений каждое соединение будет смотреться все лучше и лучше.
Как верно паять паяльничком, виды паяльных работ

Пайка является одним из самых действующих и обычных методов соединения железных материалов, проводов и деталей. Хоть и паяльные работы числятся легкими, пригодятся определенные познания и способности. Самым распространенным видом пайки является работа, произведенная паяльничком. Дабы знать, как верно паять паяльничком с канифолью либо другими видами флюсов, необходимо незначительно углубиться в тему.
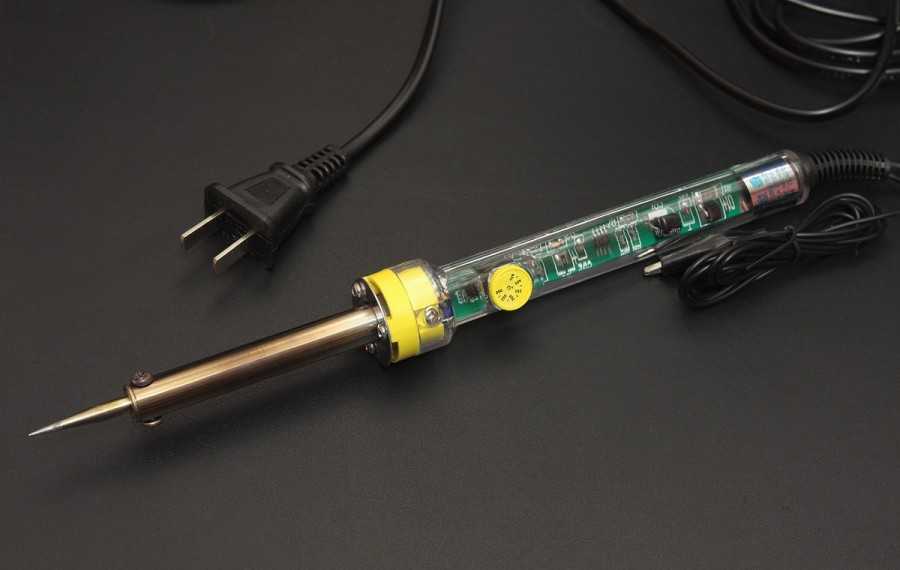
Виды паяльничков
Есть разные виды паяльничков, которые отличаются по мощности.
- Электрические паяльнички — самые распространенные, работают от электричества.
- Газовые — работают при помощи газовой горелки.
- Термовоздушные — прибегают к помощи воздушного потока.
- Индукционные паяльнички — их работа базирована на нагреве наконечника магнитным полем.

Одним из разновидностей этого инструмента также является паяльничек для страз. Он считается одним из часто встречающихся частей при работе с термостразами. Разработка применения этого средства очень ординарна — кладем страз на ткань и прикладываем паяльничек сверху, клей просачивается в ткань и накрепко скрепляет их.
В ежедневной жизни в большинстве случаев используются электрические паяльнички, имеющие разную мощность для разных типов работ. Для пайки электронных частей используются паяльнички мощность до 40 Вт, если у деталей толщина стены не превосходит 1 мм, то у устройства мощность от 80 до 100 Вт. Для более толстостенных деталей применяют паяльнички мощностью выше 100 Вт.
Припои и Флюсы

До того как приступить к паяльным работам, необходимо избрать припои и флюсы. Для паяния электрическим элементом есть разные виды припоя, которые бывают мягенькими либо жесткими. К мягеньким относятся оловянно-свинцовые сплавы, которые имеют низкую температуру плавления и не отличаются особенной прочностью. Не рекомендуется их применять, если температура при пайке будет превосходить 100 градусов по Цельсию. К тугоплавким относят серебряные и медные сплавы. Они прекрасно подойдут для тех соединений, где будет только статическая нагрузка на материал, так как такие сплавы очень хрупки.
Флюсы отвечают за то, как будет паяться металл, и так крепким будет соединение. Его задачка заключается в том, дабы снять окисную пленку металла. В качестве флюсов применяются: разные консистенции канифоли, кислота. Консистенции из канифоли обычно применяются при пайке электроники, в то время как кислота применяется для соединения маленьких проводов и маленьких контактов.
Меры безопасности
Организуйте рабочее место, оно должно быть светлое и непременно проветриваемое, так как в процессе пайки выделяются вредные для здоровья газы. Еще рекомендуется надевать очки, дабы защитить глаза от брызг расплавляемого металла либо флюса.
Залуживание нажимала

Нажимало — это цилиндрический стержень, изготовленный из меди. Его форму можно изменять зависимо от типа работ. К примеру, его можно сплющить в виде наконечника отвертки. Таковой вид заточки применяется при пайке мощных деталей. Еще можно сточить нажимало в виде пирамиды, его следует использовать при пайке маленьких деталей.
Залуживание применяется на предварительном шаге и предполагает покрытие нажимала узким слоем припоя для наилучшего контакта с соединяемой поверхностью. Эта операция защитит нажимало от резвого износа и коррозии.
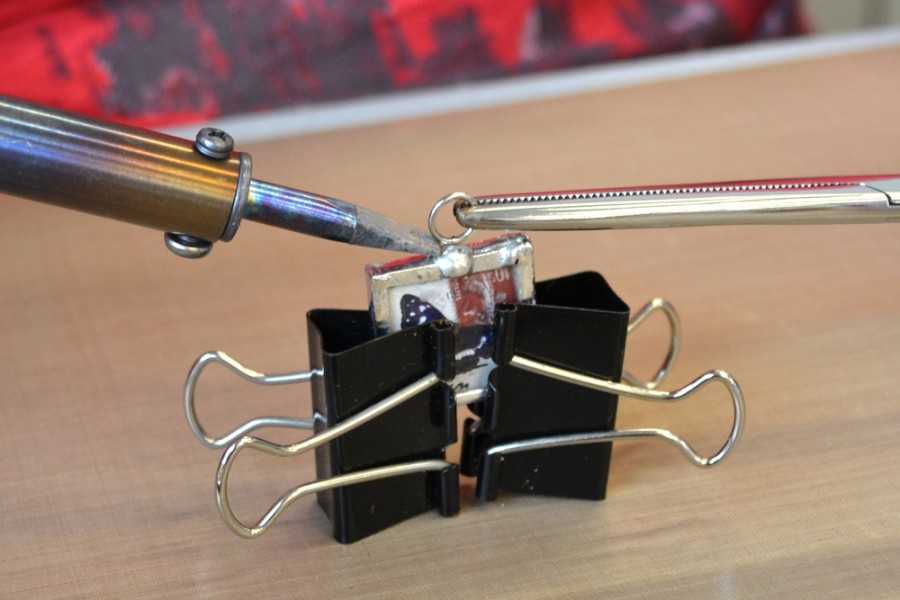
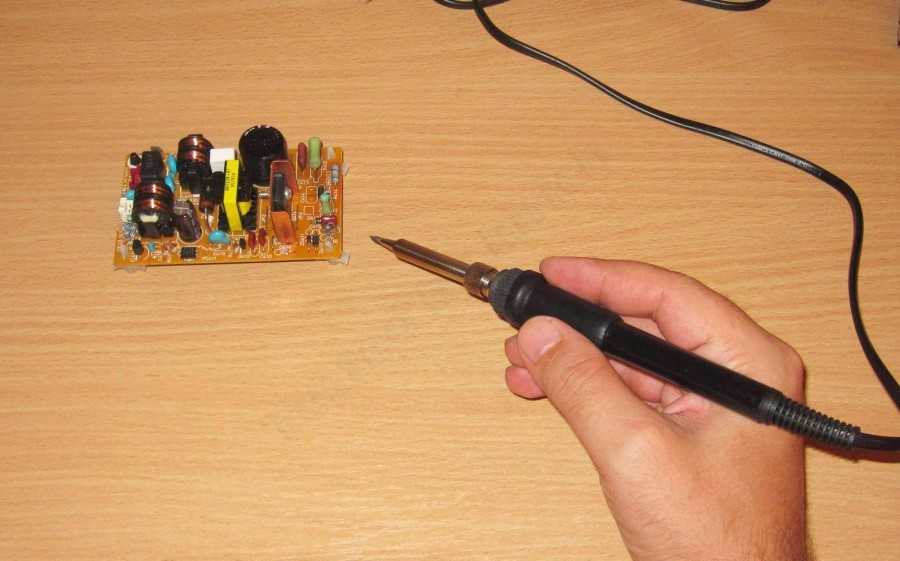
Пайка проводников

Дабы знать как припаять провод к контакту, необходимо только мало попрактиковаться. Перед тем как конкретно перейти к пайке, следует кропотливо разогреть паяльный инструмент, при первом применении паяльничек начинает дымить — это выжигается смазка, используемая при его производстве. Ему необходимо дать остыть, потом опять включить.
Дальше, сперва нужно зачистить изоляцию, она просто снимается кусачками в одно движение. Изоляцию в виде эмали, краски либо тканевой обертки необходимо поначалу спалить. Потом пройтись по проводам наждачкой либо прибегнуть к хим методу — положить провод на пилюлю аспирина и прогреть паяльничком.
Следующим шагом необходимо нанести малость флюса на провод, который вы собираетесь припаять, потом при помощи паяльничка начать лужение. Сходу после чего нужно соединить два конца провода, аккуратненько подогреть место контакта до расплавления припоя и резко убрать паяльничек, дабы не перегреть детали.
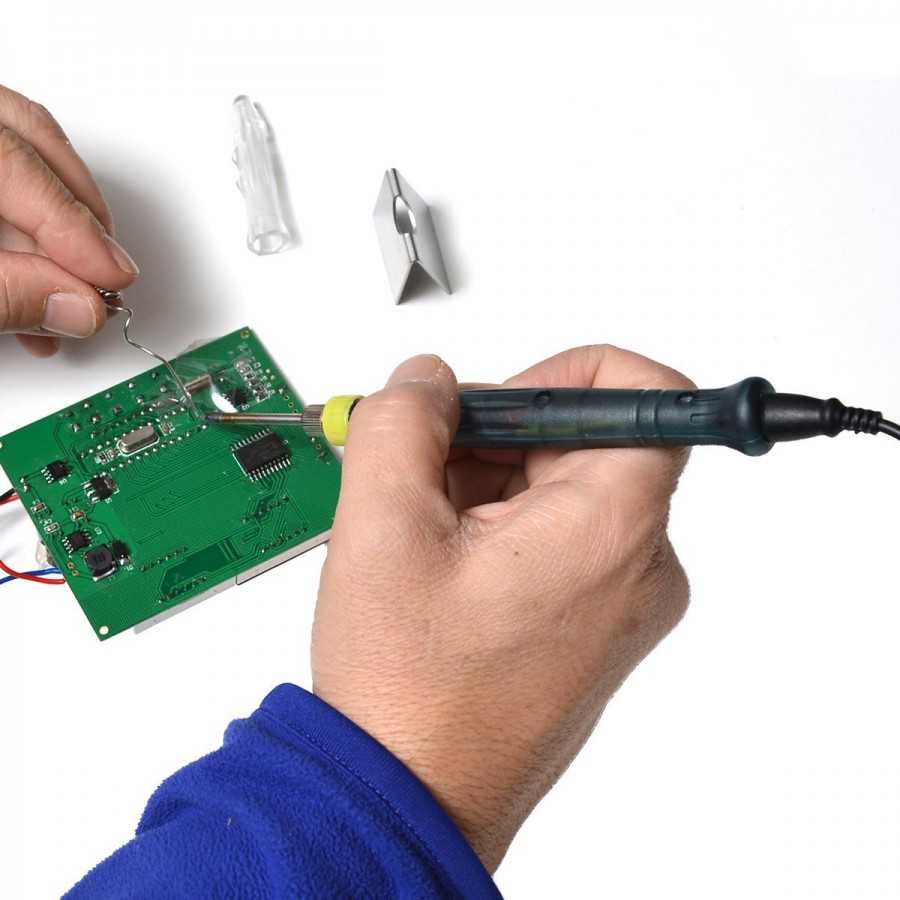
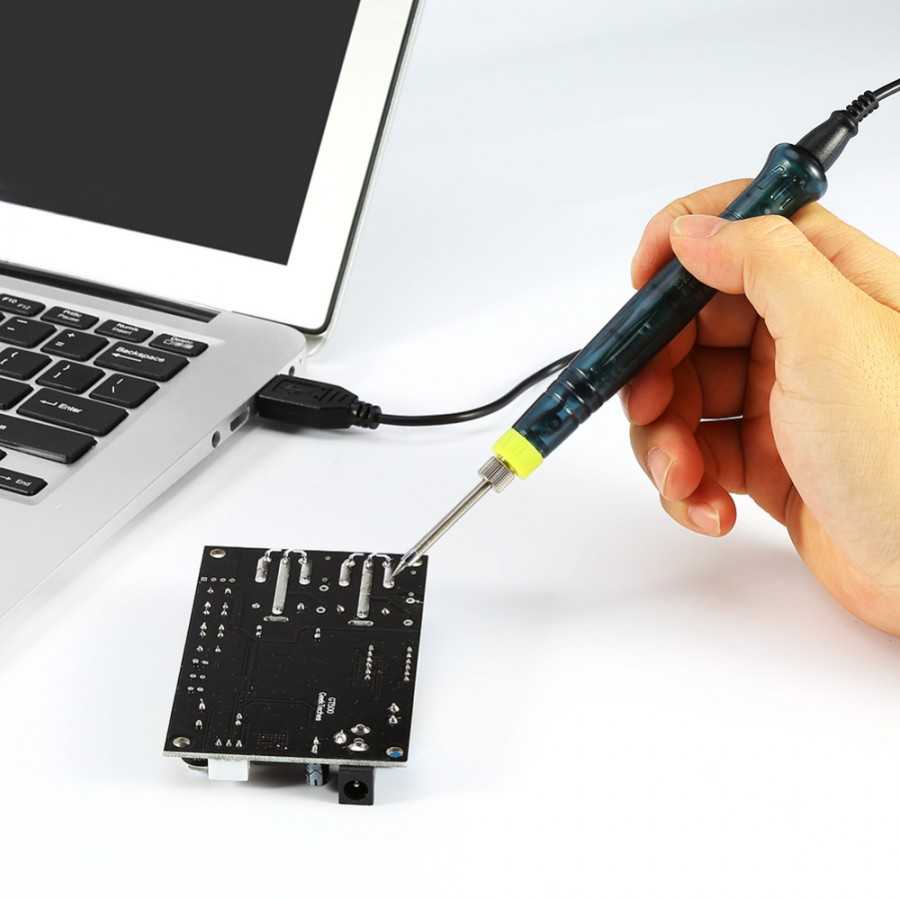
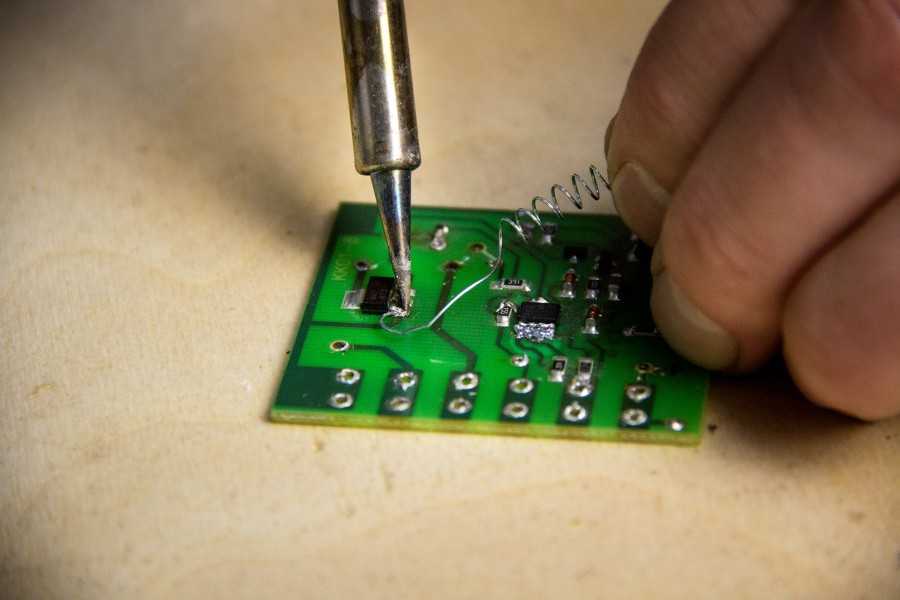
В современных радиоэлектронных устройствах не предвидено проводов. Соединение осуществляется за счет припаивания поверхности контактов. Для таких видов работ применяют маломощный паяльничек, мощностью 10−12 Вт. Перед применением для него можно сделать несколько медных нажимал с разветвлениями. Они позволят применять инструмент при работе со светодиодами и разными радиоэлементами.
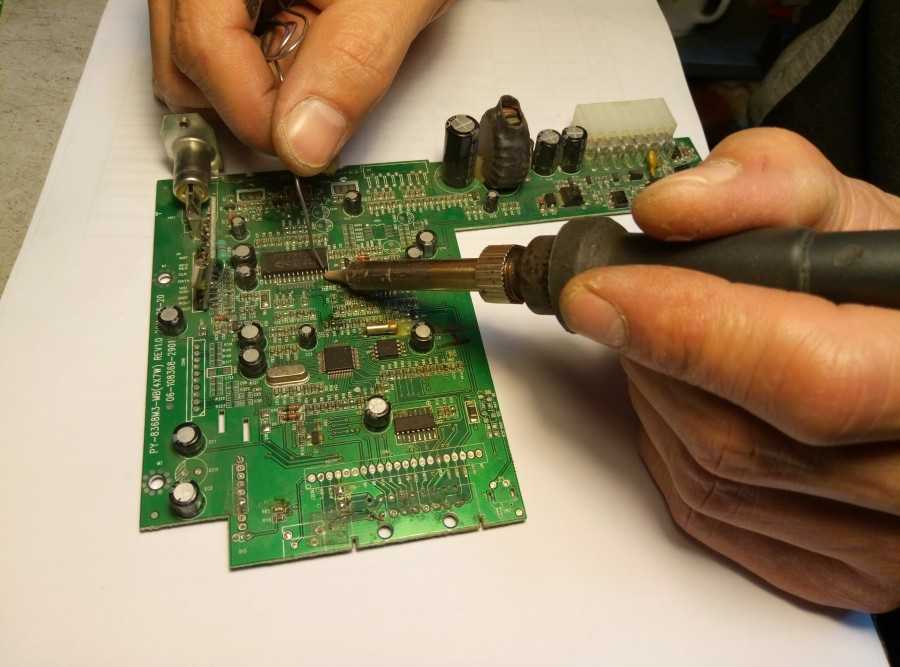
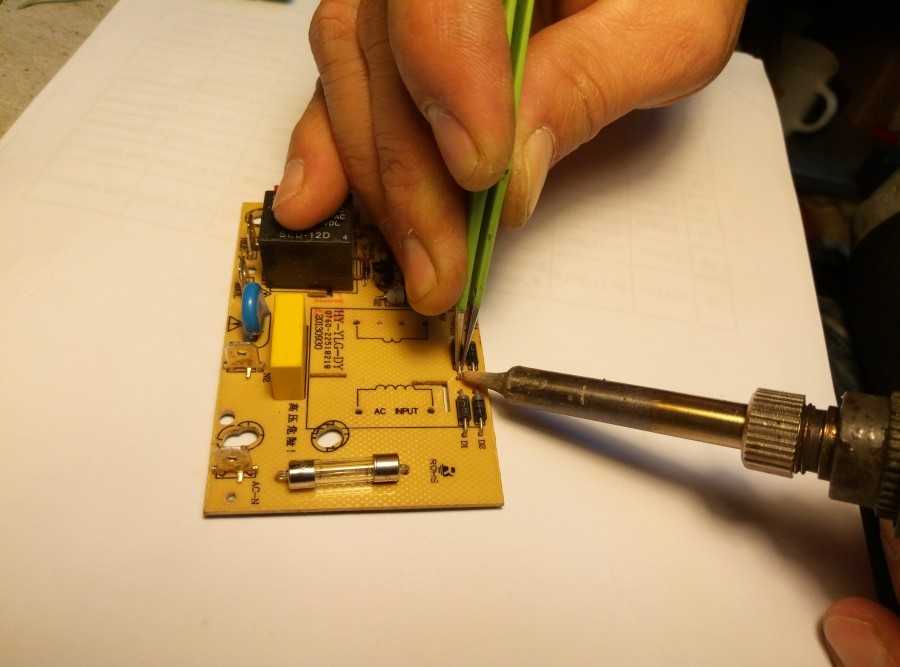
Работа с платой
Перед тем как припаять провод к плате, необходимо совершить определенные деяния:
- Воткнуть деталь в заблаговременно приготовленное место.
- Нагретый паяльничек поднести совместно с припоем к месту пайки.
- Узким слоем нанести припой на контакты платы и выводы детали.
- Стремительно убрать паяльный инструмент.
Нагретое нажимало паяльничка должно соприкасаться с платой и контактами сразу. Отводим его только тогда, когда место пайки покроется узким слоем припоя. Излишний припой можно удалить медным проводом, необходимо только поднести его к месту пайки.
Индукционная пайка
Таковой вид пайки обширно применяется в индустрии и позволяет соединять разные токопроводящие металлы, такие как медь, сталь, алюминий, твердые сплавы и др. Во время операции происходит бесконтактный нагрев, за счет образования вихревых токов. Для защиты деталей от окисления индукционную пайку проводят с применением флюсов либо в вакууме.
Нередкие ошибки
Обычные ошибки, совершаемые новенькими:
- Непропай
- Перегрев
- Хим разрушение
- Скатывание припоя

Непропай происходит из-за того, что паяльничек был недостаточно прогрет, либо спаиваемые материалы были очень тугоплавкими, а паяльничек имел очень небольшую мощность.
Перегрев — ровная противоположность непропая. Главные предпосылки перегрева: внедрение очень массивного паяльного инструмента, очень длительное его воздействие на место пайки.
Скатывание припоя происходит по той причине, что была плохо очищена поверхность соединяемых материалов. Окислительный слой на их поверхности не дает припою отлично разлиться, что приводит к нехорошему контакту спаиваемых компонент.
Хим разрушение возникает на месте пайки из-за некорректно подобранного флюса, и если не проведена промывка после пайки. Это приводит к коррозии и постепенному разрушению места пайки.
Верный уход
Высококачественный паяльничек — инструмент недешевый, и он, как и хоть какой другой инструмент, просит кропотливого ухода. Главные правила ухода за ним:

- Не рекомендуется включать паяльничек со снятым жалом, так как это приводит к перегреву элемента и существенно уменьшает срок службы инструмента
- Перед первым внедрением необходимо покрыть нажимало высококачественным флюсом и облудить его.
- После окончания работ нужно кропотливо чистить наконечник и облудить его, это поможет стремительно разогреть инструмент при следующем использовании.
- На нажимало паяльного средства во время пайки необходимо временами наносить припой, так его наконечник прослужит для вас подольше.
Как верно паять – обзор обычных мыслях и решений. Практические советы пайки своими руками + аннотация с фото и видео

Соединить провода узкого сечения не всегда выходит скруткой. Каждое соединение – более уязвимое место в схеме, испытывающее завышенную нагрузку. Дабы вышел неплохой контакт, не искрило, не горела изоляция, провода должны кропотливо прилегать друг к другу, Без пайки – не обойтись.

Уметь верно воспользоваться паяльничком – очень принципиально. От этого впрямую будет зависеть обычная работа собранного электрического устройства!
Дабы осознать, как верно паять провода, сначало получим теоретические познания о процессе: ознакомимся с материалами, которые необходимо соединить, особенностью проведения работ.Позже, согласно аннотации, потренируемся.
Короткое содержимое статьи:
Припой и флюс. Для каких целей они нужны?
Пайка представляет собой процесс сваривания 2-ух деталей. Только заместо электрода применяется припой – сплав свинца и олова. Для смачивания спаиваемой поверхности, защиты от окисления применяется флюс. Как правило это – канифоль, сделанная из смолы сосны. По виду и цвету припоминает кусочек янтаря.

Припой выпускается в виде проволоки либо трубки с флюсом снутри. 1-ый вариант – более популярен. Флюс в любом случае применяется.

Зависимо от методов соединения, пайки проводов, подбирается соответственный вид припоя. Чем он темнее, тем больше в нем содержится свинца, на огромную температуру плавления он рассчитан.

Припой для тех либо других целей подбирают согласно его маркировки. Расшифровка кода обозначения очень ординарна: буковкы обозначают, что припой состоит из олова и свинца, числа – процентное содержание частей
Для домашних целей нормально подходит припой марки ПОС 60, температура плавления которого – около двухсотен. Невзирая на низкое содержание свинца и высокого – олова, соединение будет довольно крепким.

Подготовка
- Канифоль, кислота, флюс;
- Набор отверток;
- Припой оловянно свинцовый – ПОС 60;
- Плоскогубцы;
- Пинцет;
- Кусачки, бокорезы;
- Молоток;
- Ратфиль, наждачная бумага;
- Паяльничек средней мощности (40 – 60 Ватт)

За ранее зачищаем спаиваемую поверхность. Используем наждачку, ратфиль. Затачиваем нажимало паяльничка – две кромки, когда он новый. Освобождаем от старенького припоя, если он ранее употреблялся. Для этого чистим его ратфилем, протираем губкой.
Включаем паяльничек в сеть
Нагревающим элементом является провод из нихрома, намотанный на трубку, спрятанный под кожухом. На конце трубки находится нажимало. Нихром, раскаляясь под воздействием идущего по нему тока, нагревает заостренные рабочие кромки.

Дабы проверить готовность паяльничка, касаемся им куска канифоли. Если пойдет маленькая струйка дыма, можно приступать к работе. Повалит густой дым – паяльничек перенагрелся. Придется его мало охладить. Выключить из сети.
Идеальнее всего – применять терморегулятор, дабы не дергать повсевременно вилку из розетки туда-сюда.
Процесс пайки проводов
Рассматривая бессчетные фото, показывающие как верно паять, можно помыслить, что это – страшно непростой процесс. Определенная толика правды в этом есть. Необходимы способности, без которых не обойтись. А именно – умение воспользоваться плоскогубцами, пинцетом, флюсом, припоем, смотреть за состоянием паяльничка.

Придется много чему обучаться, дабы делать всё отменно. Пайка печатных плат – вправду ювелирно узкая работа, без бессчетных подготовительных занятий не обойтись.

Начать можно с обычного соединения проводов. Позже перебегать к более сложным, ответственным конструкциям.

Дабы научиться паять канифолью и оловом и, самое главное, осознать, как это делается, незначительно потренируемся:
- Возьмем многожильный медный провод;
- Разрежем его на 12 кусков длиною 40 мм;
- Зачистим концы на 5 мм со всех боков;
- Берем один провод плоскогубцами и начинаем залуживать его торцы. Поначалу подносим к нему нажимало паяльничка, разогреваем. Позже покрываем узким слоем канифоли. Сверху умеренно наносим припой.
- Когда залудим паяльничком 12 проводов, начинаем их спаивать. От того, как отменно это будет изготовлено, будет зависеть крепкость нашей конструкции.
- Накладываем торцы проводов друг на друга, прогреваем, наносим флюс и припой.
- Ждем остывания соединений. Не дуем, не охлаждаем слюнявыми пальцами.
- В итоге у нас должен получиться равносторонний кубик.
- Кладем его на ладонь и – сжимаем. Если пайка была высококачественной, то провода не отойдут друг от друга. Если нет – то хорошо было бы еще потренироваться!
На данный момент можно повстречать разные мастер-классы с фото и видео иллюстрациями как пошагово верно паять, делать это отменно.

Сложного в данном деле фактически ничего нет. Принципиально смотреть за состоянием паяльничка, дабы он сильно не перегревался, не охлаждался.

Отлично прогретая поверхность отлично впитывает припой. Потому принципиально приловчиться работать с припоем и флюсом при хорошей температуре раскаленности нажимала.
Чутье, когда пришло время паять идёт с течением времени после бессчетных занятий. Естественно, поначалу будет всё смотреться и получаться коряво. После бессчетных проб и ошибок выработается свой стиль работы, а сама пайка будет смотреться всё лучше и лучше.

Фото аннотация как верно паять































Читайте тут! Привод для откатных ворот — выбор автоматики, наилучшие материалы для производства и свойства привода