Как верно паять?
До того как начать рассматривать вопрос: ”Как верно паять?” Необходимо обозначить одно но…
Пайка бывает различная. Необходимо осознавать, что существует большая разница в методике пайки здорового резистора мощностью 2 Ватта на обыденную интегральную схему и, к примеру, микросхемы BGA на многослойную плату мобильника.
Если в первом случае возможно обойтись простым электрическим паяльничком мощностью 40 Ватт, твёрдой канифолью и припоем, то во 2-м случае будет нужно использование таких устройств, как термовоздушная станция, безотмывочный флюс, паяльная паста, трафареты и, может быть, станция нижнего обогрева плат.
Как лицезреем, разница значимая.
В каждом определенном случае необходимо выбирать тот способ пайки, который является более подходящим для определенного вида монтажа. Так для пайки микросхем в планарном корпусе лучше использовать термовоздушную пайку, а для монтажа обыденных выводных резисторов, крупногабаритных электролитических конденсаторов стоит использовать контактную пайку электрическим паяльничком.
Разглядим простые правила обыкновенной контактной пайки.
Для начала начинающему радиолюбителю полностью довольно освоить обыденную контактную пайку простым и самым дешёвым электрическим паяльничком с медным жалом.
Сначала нужно приготовить малый наборчик для пайки и паяльный инструмент. О том, как приготовить электрический паяльничек к работе уже рассказывалось в статье о подготовке и уходе за паяльничком.
Многие считают, что для пайки лучше применять паяльничек с невыгораемым жалом. В отличие от медного, невыгораемое нажимало не просит повторяющегося затачивания и лужения, так как на его поверхности не образуются ложбинок – раковин.
Выгоревшее нажимало паяльничка
(для наглядности медное нажимало за ранее обработано ратфилем).
На рисунке видно, что край медного нажимала неровный, а образовавшиеся углубления заполнены застывшим припоем.
Невыгораемое нажимало у обширно распространённых паяльничков, обычно, имеет конусообразную форму. Такое нажимало не смачивается расплавленным припоем, другими словами с его помощью на нажимало нельзя брать припой. При работе таким паяльничком припой к месту пайки доставляется при помощи узкого проволочного припоя.
Понятно, что применять припой в кусках либо стержнях при пайке паяльничком с невыгораемым жалом проблемно и неловко. Потому тем, кто желает научиться паять, лучше всего начинать свою практику с обыденного электрического паяльничка с медным жалом. Недочеты его применения просто компенсируются такими удобствами, как лёгкость применения припоев в любом выполнении (проволочном, стержневом, кусковом и т.п), возможность конфигурации формы медного нажимала.
Электрический паяльничек с медным жалом комфортен тем, что с его помощью можно просто дозировать количество припоя, которое нужно донести к месту пайки.
Чистота спаиваемых поверхностей.
1-ое правило высококачественной пайки – это чистота спаиваемых поверхностей. Даже у новых радиодеталей, приобретенных в магазине, выводы покрываются окислами и загрязнениями. Но с этими малозначительными загрязнениями, обычно, совладевает флюс, который используют в процессе пайки. Если же видно, что выводы радиодеталей либо медные проводники сильно загрязнены либо покрыты окислом (зеленого либо тёмно-серого цвета), то перед пайкой их необходимо очистить или перочинным ножиком, или наждачкой.
В особенности это животрепещуще, если при сборке электронного устройства используются радиодетали, бывшие в употреблении. На их выводах обычно появляется тёмный налёт. Это окисел, который будет препятствовать пайке.
Лужение.
Перед пайкой поверхность выводов нужно залудить – покрыть узким и ровненьким слоем припоя. Если направить внимание на выводы новых радиодеталей, то почти всегда можно увидеть, что их выводы и контакты залужены. Пайка лужёных выводов происходит резвее и лучше, так как отпадает необходимость в подготовительной подготовке выводов к пайке.
Лужение провода и выводов радиоэлементов просто проводить обыденным электрическим паяльничком с медным жалом. Как понятно, при подготовке паяльничка к работе также создают лужение медного нажимала.
Дабы залудить медный проводник для начала убирают с его поверхности изоляцию и очищают от загрязнений, если таковые имеются. Потом необходимо обработать поверхность пайки флюсом. Если в качестве флюса применяется кусковая канифоль, то медный провод можно положить на кусочек канифоли и коснуться провода отлично прогретым жалом паяльничка. За ранее на нажимало паяльничка нужно взять мало припоя.
Дальше движением вдоль провода распределяем расплавленный припой по поверхности проводника, стараясь как можно лучше и равномернее прогреть сам проводник. При всем этом кусковая канифоль расплавляться и начинает испаряться под действием температуры. На поверхности проводника должно образоваться ровненькое покрытие оловянно-свинцовым припоем без комочков и катышков.

Лужение медного провода
Расплавившаяся канифоль содействует уменьшению поверхностного натяжения расплавленного припоя и улучшает смачиваемость спаиваемых поверхностей. Благодаря флюсу (в этом случае – канифоли) обеспечивается равномерное покрытие проводника узким слоем припоя. Также флюс содействует удалению загрязнений и предутверждает окисление поверхности проводников во время прогрева их паяльничком.
Прогрев нажимала паяльничка до рабочей температуры.
До пайки нужно включить электрический паяльничек и подождать, пока его нажимало отлично прогреется и температура его достигнет значения 180 – 240°C.
Так как у обыденного паяльничка нет индикации температуры нажимала, то судить о достаточном нагреве нажимала можно по вскипанию канифоли.
Для проверки необходимо краткосрочно коснуться куска канифоли нагретым жалом. Если канифоль плохо расплавляться и медлительно разливается по жалу паяльничка, то он ещё недогрет. Если же происходит вскипание канифоли и обильное выделение пара, то паяльничек готов к работе.
В случае пайки недогретым паяльничком, припой будет иметь вид кашицы, будет стремительно застывать, а поверхность паяного контакта будет иметь шероховатый вид с тёмно – сероватым цветом. Такая пайка является плохой и стремительно разрушается.
Высококачественный паяный контакт имеет соответствующий железный глянец, а его поверхность ровненькая и поблескивает на солнце.
Также при пайке разных радиодеталей стоит уделять свое внимание на площади спаиваемых поверхностей. Чем больше площадь проводника, к примеру, медной дорожки на печатной плате, тем сильнее должен быть паяльничек. При пайке происходит теплопередача и не считая самого места пайки происходит и побочный прогрев радиодетали либо печатной платы.
Если от места пайки происходит значимый теплоотвод, то маломощным паяльничком нереально отлично прогреть место пайки и припой очень стремительно остывает, превращаясь в рыхлую субстанцию. В таком случае необходимо или подольше нагревать спаиваемые поверхности (что не всегда может быть либо не приводит к хотимому результату), или использовать более мощнейший паяльничек.
Для пайки компактных радиоэлементов и печатных плат с плотным монтажом лучше применять паяльничек мощностью менее 25 Ватт. Обычно в радиолюбительской практике применяются паяльнички мощностью 25 – 40 Ватт с питанием от сети переменного тока 220 вольт. При эксплуатации электрического паяльничка стоит часто инспектировать целостность изоляции сетевого шнура, так как в процессе работы нередки случаи её повреждения и случайного оплавления нагретыми частями паяльничка.
При запаивании или выпаивании радиодетали с печатной платы лучше смотреть за временем пайки и ни при каких обстоятельствах не перегревать интегральную схему и медные дорожки на её поверхности выше 280°C.
Если произойдёт перегрев платы, то она может деформироваться в месте нагрева, произойдёт расслоение либо вздутие, отслоятся печатные дорожки в месте нагрева.
Температура выше 240-280°C является критичной для большинства радиоэлементов. Перегрев радиодеталей во время пайки может вызвать их порчу.
При спайке деталей очень принципиально жёстко их зафиксировать. Если этого не выполнить, то неважно какая вибрация либо смещение нарушит качество пайки, так как припою нужна несколько секунд для того дабы затвердеть.
Для того дабы отменно создавать пайку деталей “на весу” и избежать смещения либо вибрации во время остывания паяного контакта можно применять приспособление, которое в быту радиолюбителей именуется “3-я рука”.
Такое нехитрое устройство дозволит не только лишь просто и без особенных усилий создавать пайку деталей, но и освободит от ожогов, которые можно получить, если придерживать детали во время пайки рукою.
Меры безопасности при пайке.
В процессе пайки достаточно просто получить пусть и маленькой, но ожог. В большинстве случаев ожогам подвергаются пальцы и кисти рук. Предпосылкой ожогов, обычно, является спешка и нехорошая организация рабочего места.
Необходимо держать в голове, что в процессе пайки не стоит прикладывать огромных усилий к паяльничку. Нет смысла давить им на интегральную схему в надежде резвого расплавления паяного контакта. Необходимо дождаться, когда температура в месте пайки достигнет нужной. В неприятном случае может быть соскальзывание нажимала паяльничка с платы и случайное касание раскалённым металлом пальцев рук либо ладошки. Поверьте, ожоговые раны очень длительно заживают !
Также стоит держать глаза подальше от места пайки. Нередки случаи, что при перегреве печатная дорожка на плате отслаивается с соответствующим вспучиванием, что ведёт к разбрызгиванию мелких капелек расплавленного припоя. Если есть защитные очки, то стоит применить их. Как будет получен достаточный опыт пайки, то от защитных очков можно отрешиться.
Создавать пайку лучше в отлично открытом помещении. Пары свинца и канифоли вредоносны для здоровья. Если нет способности проветривать помещение, то стоит делать перерывы между работой.
Припой с канифолью: несколько секретов пайки
Каждый радиолюбитель либо мастер, занимающийся ремонтом без помощи других, в какой-то момент обязан будет взять в руки паяльничек и испытать. Качество выполненных работ и даже работоспособность изделия будут впрямую зависеть от огромного количества причин, знать о которых непременно необходимо, до того как начинать работу.
Верная работа с паяльничком
Невзирая на кажущуюся простоту работы паяльничком, очень лучше иметь исходные способности высококачественной работы и уметь верно применять припой с канифолью.

Паяние делается при помощи различных припоев. Так именуемый припой в катушке с канифолью, пожалуй, самый пользующийся популярностью. При выполнении работ, связанных с пайкой, используют припой. Количество содержащегося в нем олова и свинца — 60 и 40 % соответственно. Этот сплав плавится при 180 гр.
Что нужно для работы с паяльничком:
- сам паяльничек;
- припой;
- канифоль.
Подогретый припой делает достаточное внутреннее соединение с такими металлами, как медь, латунь, серебро и т. д., если выполнить следующие условия:
- Поверхности деталей должны быть зачищены от окислов.
- Деталь в месте пайки прогревают посильнее температуры плавления самого припоя.
- Во время работы место пайки нужна защитить от воздействия кислорода, для этого используются разные флюсы. Они делают защитную пленку конкретно над местом пайки.
Книжку о том, как паять, можно прочесть и осознать, но способности пайки можно получить лишь на практике.
Хитрости и секреты работы с паяльничком
После того, как припой начал расплавляться, им уже можно паять. Для этого необходимо покрыть нажимало паяльничка нетолстым слоем припоя, а потом хорошо вытереть его о мокроватую губку. Так убирают оставшийся от работы припой с канифолью. Не будет излишним взять в привычку протирать нажимало о влажную губку всякий раз после пайки.
Перед тем как начать паять радиодеталь, ее необходимо приготовить. Следует согнуть ее выводы таким макаром, дабы деталь свободно заходила в созданные для нее отверстия.

Новенькие без опыта работы нередко касаются места пайки кончиком нажимала паяльничка. А необходимо держать паяльничек так, дабы между ним и местом пайки площадь контакта была как можно больше, по другому то место, в каком необходимо произвести пайку, греется недостаточно для скрепления деталей.
Как вычистить нажимало паяльничка
При паянии нередко на паяльничке возникает нагар. Его можно убрать обычный водой. Если провести паяльничком по увлажненной ткани, то окалина остается на ней, а нажимало станет опять незапятнанным. Временами необходимо это проделывать во время работы с паяльничком. Если ткань не помогает, можно применять жесткую губку.
Классы паяльных нажимал
- Нажимала съемные с покрытием из никеля.
- Нажимала медные.
Паяльные нажимала первого класса обычно применяют в сложных паяльничках, в каких есть возможность регулировать температуру.
Нажимала второго — самые распространенные.
Виды паяльных нажимал никелированных
- Нажимало в форме иглы — им паяют очень мелкие радиодетали, такие как SMD. При осуществлении ремонта телефонов такое нажимало неподменно. Оно применяется на платах с высочайшей плотностью монтируемых деталей.
- Жало-лопаточка — применяется для воплощения выпаивания и в случаях монтажа больших радиодеталей. Им работают с многовыводными микросхемами.
- Нажимало в форме капли — им комфортно переносить припой с канифолью к месту паяния, что приводит к увеличению свойства работы.
- Нажимало с изогнутой формой — в большинстве случаев им отпаивают радиодетали, находящиеся в медной оболочке, дабы на плате не оставался излишний припой. Оно может применяться и для обыкновенной пайки. Паяльничек греется до температуры 290-300 С.
Работая с паяльничком, нужно всегда содержать его в безупречной чистоте. Новые паяльные нажимала обычно обрабатывают при помощи молотка, дабы на его поверхности образовались маленькие зазубрины. Потом их аккуратненько подравнивают ратфилем, дабы придать жалу более правильную форму.

Потом нажимало следует залудить, используя припой с канифолью. Другими словами покрыть узким слоем припоя, обмакнув его в канифоль.
Как охладить место пайки
Пинцет из металла, которым придерживают радиодеталь, в процессе пайки работает к тому же как теплоотвод. Можно для этой цели применять и особый зажим "крокодил".
Секреты пайки паяльничком
Для получения положительного результата при пайке непременно необходимо верно использовать припой с канифолью и флюсом. Это легкоплавкий сплав особенного металла, которым спаивают выводы деталей и провода.
- Наилучший припой — это олово в чистом виде. Но таковой металл стоит очень недешево, дабы применять его при паянии. Потому при работе с радиодеталями используют так именуемые свинцово-оловянные припои.
- Свинец с оловом. По прочности пайки эти припои не ужаснее незапятнанного олова. Плавятся они при температуре 170-190 градусов. Принято обозначать такие припои аббревиатурой "ПОС" — припой оловянно-свинцовый. Стоящая после этих букв в обозначении цифра означает долю олова, выраженную в процентах. Лучше воспользоваться припоем "ПОС-6О".
- Флюсы — это вещества, которые владеют противоокислительными качествами. Их используют для предотвращения окисления места пайки. Если не использовать флюс, то припой просто не прилипнет к поверхности металла.
Виды флюсов
При работе с радиодеталями используют флюсы, в каких не содержится кислота. К примеру, канифоль. В магазинах продается и смычковая канифоль для смазки музыкальных инструментов. Ее полностью можно применять и для пайки. А вот железную посуду паяют, используя припой без канифоли. Для ее ремонта будет нужно "паяльная кислота". Это растворенный в соляной кислоте цинк. Радиодетали паять таким припоем тоже нельзя, так как с течением времени он разрушит пайку.
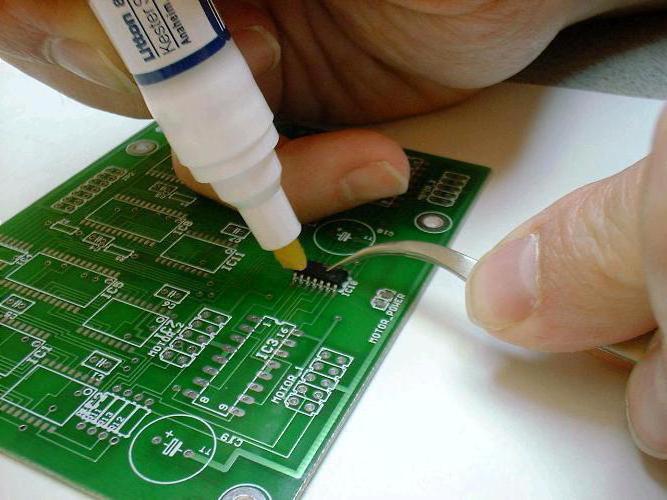
Если нужна произвести пайку в недоступных местах, то необходимо иметь водянистый флюс. Его можно сделать без помощи других. Канифоль измельчается в порошок, всыпается в ацетон либо этиловых спирт. Смешав раствор, необходимо подсыпать еще канифоль до получения густой кашицеобразной массы. На места пайки такую водянистую канифоль следует наносить кисточкой либо палочкой. При всем этом есть аспект — для работы с печатными платами флюс должен быть более водянистым. Для недоступных мест можно также использовать припой проволочный с канифолью, что намного удобней.
При работе с разными флюсами нужно учесть, что те, которые имеют в собственном составе ацетон, — очень токсичны. Потому, работая с ними, нужно избегать попадания паров в дыхательные пути. Паять лучше около окна, если лето, а зимой чаще проветривать помещение, в каком проводится работа. По окончании работы непременно необходимо вымыть руки с мылом в теплой воде.
Как паять припоем с канифолью
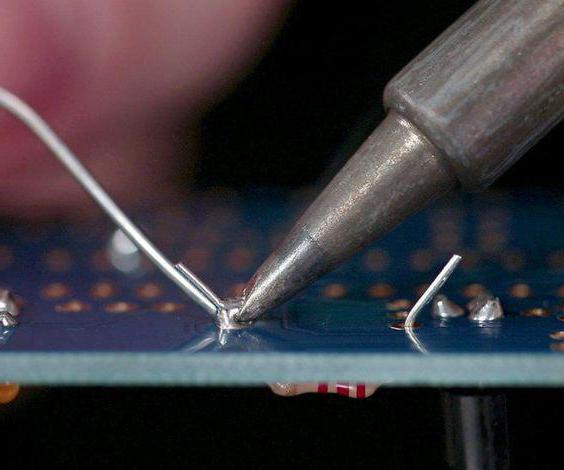
Важным условием успешной пайки является и соблюдение чистоты поверхностей, которые нужна спаять. Непременно следует места пайки зачистить до блеска. Потом детали необходимо положить на кусок канифоли и прогреть. Расплавленная канифоль поможет припою умеренно разлиться по проводнику либо детали, которую нужна припаять. Можно аккуратненько поворачивать деталь, водя при всем этом по ней жалом паяльничка, дабы припой разлился ровненьким слоем по поверхности.
Если необходимо залудить проводник, который впаян в плату, то после зачистки места пайки шлифовальной бумагой либо ножиком необходимо поднести кусок канифоли, после этого плавненько распределить припой как можно равномерней, проводя паяльничком.
На качество пайки оказывает влияние и то, как верно соединены при пайке провода либо контакты деталей. Их следует плотно придавить между собой и после чего поднести паяльничек к приготовленным проводникам, касаясь его. После того, как нагретый припой разольется по поверхности, залив даже маленькие промежутки между ними, паяльничек следует убрать.
Время непрерывной пайки должна быть менее 5 секунд. После чего промежутка времени припой затвердеет и детали окажутся крепко скреплены. Но, дабы пайка не разрушилась, детали нельзя сдвигать в течение 10-15 секунд после окончания пайки. По другому соединение будет некрепким.
Если работа делается с транзисторами, то их выводы нужно сберегать, дабы не перегреть. Лучше держать их или плоскогубцами, или пинцетом, выполняя этим отвод тепла.
При выполнении пайки радиодеталей ни при каких обстоятельствах не стоит скручивать концы деталей. Если нужна перепаивать детали либо подменять проводники, то нужно заблаговременно поразмыслить об этом, до начала монтажа. Концы деталей вернее всего паять на маленьком расстоянии друг от друга, а не в одном месте.