Искусство пайки необходимо постигать равномерно. Начиная от спаивания проводов и переходя к печатным платам — любой из методов имеет свои тонкости как в подборе расходников для пайки, так и в технике. Сейчас мастер сантехник поделится с читателями азами паяльного дела и базисными способностями работы.
Как работает паяльничек
Излучающие тепло приспособления для пайки именуют паяльничками. Зависимо от метода нагрева они бывают электрическими, газовыми, термовоздушными, индукционными. В большинстве случаев применяются электрические приборы, мощность которых выбирается для пайки определенных материалов:
- Для соединения электронных компонент мощность паяльничка должна быть до 40 В;
- Для деталей с тонкими стенами до 1 мм нужна мощность в 80-100 Вт;
- Заготовки с шириной стен от 2 мм и поболее требуют мощность приспособления выше 100 Вт.
К самым энергоемким паяльничкам относятся молотковые устройства, мощность которых может достигать до 550 Вт. Они могут разогреваться до температуры в 600С. Используются молотковые паяльнички для соединения мощных деталей.
Акустический паяльничек маленьких размеров понадобится для электротехника. Приспособление отличается низкой теплоемкостью, потому его применяют для узкой паечной работы.
Не считая массивности изделий из металла, на требуемую мощность паяльничка оказывает влияние теплопроводимость самого обрабатываемого материала. Так, к примеру, для медных изделий устройство следует нагревать намного посильнее, чем для работы с деталями из стали.
Нормально нужная температура нажимала приспособления для пайки может поддерживаться как вручную, так и автоматом. Применяются для этого тиристорные регуляторы.
Подготовка к процессу пайки

До работ нужно приготовить паяльничек, материалы, инструменты и рабочее место.
Рабочий участок рекомендуется снабдить:
- Подставкой , на которой будет размещаться нагретый устройство. На ней же необходимо будет расположить флюс, «крокодил» и куски поролона, которые необходимы для очистки нажимала;
- Штативом, на котором будут расположены: держатель для паяльничка, ванночка с канифолью, зажимы.
В набор нужных инструментов заходит:
- Ратфили;
- Круглогубцы;
- Кусачки; ;
- Пинцеты;
- Наждачка;
- Ножик.
Подготовка паяльничка
Перед работой с паяльничком, его жалу присваивают определенную форму. Делается это при помощи ратфиля. Более применяемые формы – на срез и угловая. Ножевидная применяется для выпаивания выводов разъема либо нескольких контактов микросхем.
Нажимало рабочего инструмента должно быть умеренно покрыто припоем. С «грязным» жалом паять будет проблемно. Потому холодный паяльничек при помощи ратфиля необходимо почистить до меди, из которой сделано нажимало.
После чего устройство следует подогреть и последовательно касаться им то канифоли, то припоя. Делать так следует пару раз, добиваясь равномерного покрытия нажимала припоем. После чего можно начинать пайкой соединять железные детали.
Подготовка флюса
Выбор подходящего флюса является решением одной из принципиальных задач пайки. Нужен он для того, дабы спаиваемые поверхности во время нагрева не окислялись. В неприятном случае спайка получится неуравновешенной и рыхловатой. Ее можно будет совсем не сложно разрушить. Потому качество флюса определяет трудность либо легкость процесса пайки, и то, как крепко будет соединяться обрабатываемый материал.
Флюсы должны быть подобраны под приготовленный для пайки материал:
- Для соединения проводов и микросхем применяется обширно популярная канифоль. Снаружи это кристаллическое прозрачное вещество красно-коричневого, красного, желтоватого либо оранжевого колера похоже на янтарь;
- Для пайки недоступных либо неловко расположенных деталей применяется канифольно-спиртовый флюс. Для его получения канифоль необходимо раздробить до состояния песка и растворить в денатурате либо техническом спирте. Наносится он на заготовки кистью, а хранится в плотно закрытой емкости;
- Для покрытого цинком железа применяется флюс ЛК-2, который состоит из хлористого аммония, хлористого цинка, этилового спирта и канифоли;
- Для нержавейки применяется ортофосфорная кислота;
- Отлично подготавливают поверхность стойких металлов активные кислые флюсы на базе хлорида цинка;
- Для пайки стали действенными флюсами числятся паяльные кислоты и водные смеси на базе хлористого цинка.
Необходимо знать, что для пайки нержавеющих сталей нужны более активные флюсы, чем для обработки низколегированных и углеродистых материалов. Чугун необходимо паять высокотемпературной пайкой, потому электрический паяльничек с ним не управится.
Припои для пайки
Для электротехнических паек и радиомонтажных работ используются легкоплавкие оловянно-свинцовые сплавы. Более популярны припои — ПОС-61, ПОС-50, ПОС-40, ПСр-2, ПСр-2,5.
При помощи незапятнанного олова соединять детали очень недешево, так как это ценный материал, потому применяют его достаточно изредка.
Самое наилучшее качество пайки выходит после использования припоев, которые содержат свинец. Но этот материал является вредным.
Дабы во время работы не держать в руке жаркий припой, его задерживают плоскогубцами либо располагают на особом приспособлении.
Как верно паять паяльничком
Поверхности обрабатываемых деталей перед пайкой очищают наждачкой и обезжиривают бензином либо ацетоном. Потом их необходимо установить и закрепить в начальном положении. После чего можно разогреть паяльничек и приступать к пайке одним из 2-ух главных методов:
- При подаче припоя на детали с паяльничка, на приборе поначалу необходимо расплавить некоторое количество припоя, а потом поднести нажимало к соединяющим заготовкам и придавить его. В это время флюс должен начать вскипать и испаряться. В это время наконечником устройства следует распределить припой по стыку;
- При подаче припоя на соединяемые детали, поначалу при помощи паяльничка разогреваются сами заготовки. После того как они достигнут нужной температуры, необходимо будет подать припой в стык между деталью и паяльничком либо на деталь. Расплавляющийся припой начнет заполнять стык.
Выбор метода соединения находится в зависимости от нрава выполняемой работы. 1-ый метод подойдет для пайки маленьких деталей, а 2-ой для соединения больших изделий.
Во время работы с паяльничком нужно соблюдать некоторые требования:
- Отлично прогревать устройство и соединяемые детали. Если припой размазывается, а не течет, означает необходимо прирастить температуру нагрева паяльничка;
- Остатки кислотных флюсов следует непременно смывать после пайки. По другому через некоторое время соединение может быть разрушено коррозией. В качестве моющего средства можно применить щелочные вещества;
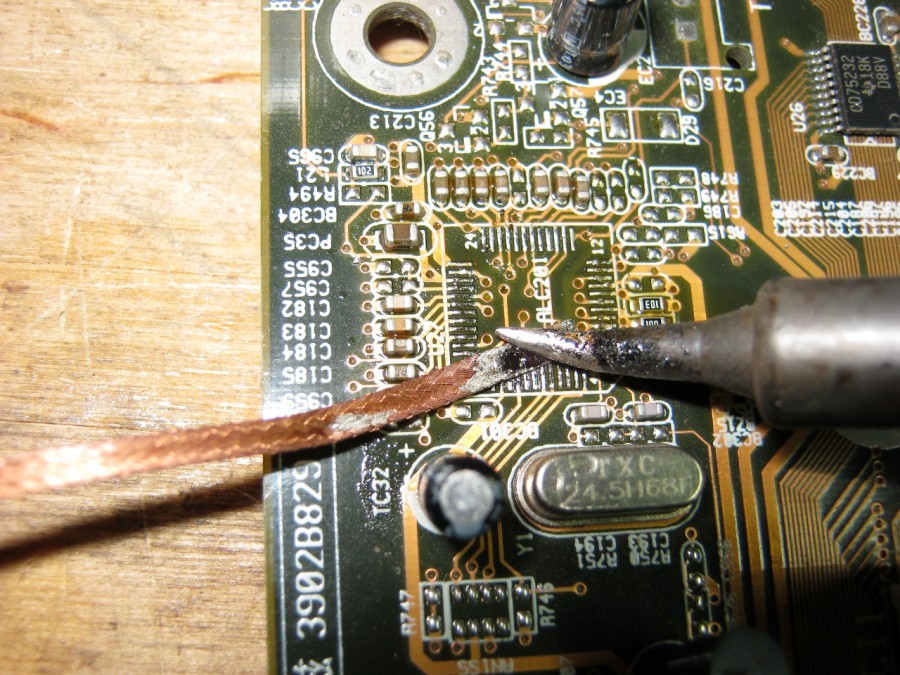
- Нельзя во время процесса пайки заносить много припоя. Шов должен получиться немного вогнутым. Излишний припой удаляется оплеткой либо отсосом. Если нажимало устройства зополучило железный сияние, означает припоя довольно. О том, что припоя много, гласит модифицированная форма нажимала.
Высококачественный спай должен ярко поблескивать. Пережженный припой смотрится матовым, но в некоторых случаях он допустим. Губчатая зернистая структура спая гласит о недостаточной температуре и о очевидном браке.
Как паять провода
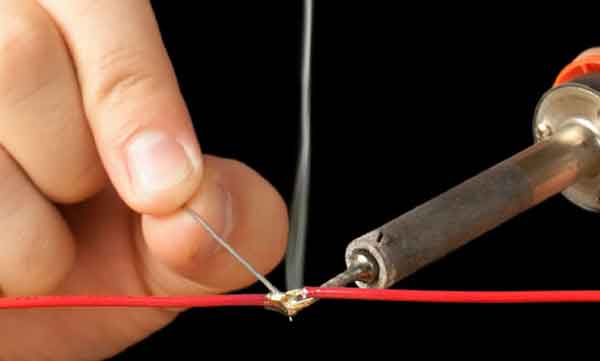
На предварительном шаге провода следует зачистить, скрутить и залудить:
- Провод опускается в ванночку с канифолью;
- Капля припоя при помощи паяльничка распределяется по медным жилам;
- Дабы покрытие было со всех боков, в процессе лужения провод нужно поворачивать и прогревать;
- Залуженный конец провода погружается в нагретый припой, избытки которого удаляются.
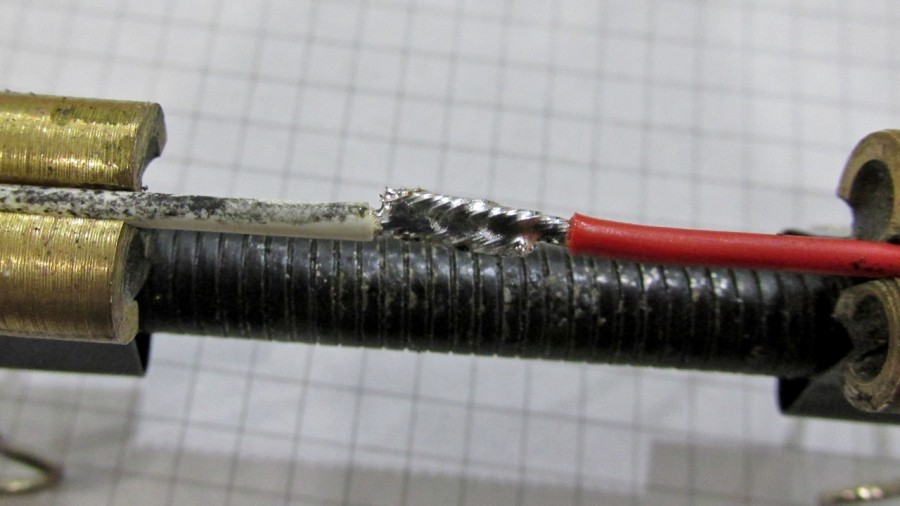
Одножильные провода перед спайкой очищаются до блеска. После чего их необходимо обмакнуть в канифоль, соединить, несколько секунд прогреть и нанести припой.

Для обеспечения надежной изоляции на обнаженный провод надевается термоусадочная трубка, которая должна быть большего поперечника. Под воздействием высочайшей температуры она уменьшится и образует изоляцию проводов.
Если из-за наличия эмали либо лака проводник не желает лудиться, то можно применить обыденный аспирин. Для этого пилюлю необходимо положить на дощечку и, прижав к ней проводник, прогреть его несколько секунд. Пилюля должна начать расплавляться, а выделяемая кислота разрушать лак.
Препятствовать лужению на старенькых проводах могут окислы, которыми они бывают покрыты. Совладать с ними поможет та же пилюля аспирина.
Для лужения провода из алюминия нужен «Флюс для пайки алюминия». Он является универсальным, потому применять его можно для соединения металлов с химически стойкой окисной пленкой. При всем этом во избежание коррозии не надо забывать после пайки очищать изделия от остатков флюса.
Необходимо знать, что неприемлимо скручивать совместно дюралевый и медный провода. Фиксировать их можно только через промежный элемент, в качестве которого можно применить другой металл, клеммный зажим, разделение шайбами.
Для правильной пайки при помощи паяльничка нужна кропотливая подготовка деталей и инструментов. Во время самого процесса слой припоя всегда должен быть защищен флюсом. Для разных материалов подбирается соответственной мощности устройство и нужной формы нажимало. При выдерживании рационального температурного режима и правильном соединении деталей пайка получится надежной и будет длительно служить.
Видео
В сюжете — Как паять паяльничком, обучение
В сюжете — Вы узнаете о типах и уходе за различными типами паяльничков, как залудить нажимало паяльничка и как очистить его от следов припоя, канифоли и оксидов, как заточить нажимало паяльничка и что с ним делать далее
Как паять паяльничком — аннотация по эксплуатации и советы для начинающих (60 фото)
Домашнему умельцу приходиться делать работы различного профиля, начиная от кладки кирпича, и заканчивая ремонтом электрики. Реальный мастер с уверенностью берется за все, а если что-то неясно и приходится делать в первый раз, всегда можно научиться, главное, это желание.

Сейчас мы желали бы побеседовать о пайке. Казалось бы, все очень просто: берем паяльничек, олово, канифоль и паяем, но на практике, провода не лудятся, детали отлетают и все идет кувырком. В чем все-таки секреты правильной и высококачественной пайки?

Давайте поглядим в вебе на рисунке поясняющие, как паять паяльничком. Вы отметите прекрасную, аккуратную и ровненькую пайку. Конкретно тому, как верно и отменно делать эту увлекательную работу, мы поведаем в этой статье

Что необходимо и с чего начинать
Перед тем, как мы поведаем для вас, как верно паять паяльничком, определимся, что для этого нам будет нужно.
Сначала — нужен сам паяльничек. Здесь все не так просто. Верно подобранный паяльничек – залог грядущего фуррора и свойства.

Мы не будем рассматривать тут особые, проф паяльные станции. Их цена велика и пользуются ими спецы, а учить их – только время терять.

Домашнему мастеру нужен обыденный паяльничек. Главное – верно подобрать мощность. А вот здесь необходимо учесть то, что мы собираемся паять. Если для вас нужно соединить провода, выполнить ремонт электроаппаратуры, то для вас лучше избрать паяльничек мощностью 40-60 Вт. Меньше будет нецелесообразно — это паяльнички для ремонта радиоаппаратуры и ювелирных работ.

Если вы собираетесь чинить медные радиаторы либо иную крупную технику, также для пайки латуни либо железа, для вас необходимо взять паяльничек большей мощности: от 100 Вт и больше. В целом, чем крупнее детали для спайки, тем сильнее нужен паяльничек.
Если мощности не достаточно, то вы не можете прогреть детали и свойства не получите, если изберите паяльничек лишней мощности, а детали будут маленьким, то вы или перегреете, или просто будет неловко работать.
Не считая паяльничка нам будет нужно припой. Обычно, применяют оловянно-свинцовый. Он маркируется знаками ПОС и цифрой, которая указывает процентное содержание в припое свинца. Чем больше свинца, тем припой более тугоплавкий, но сама пайка оттого только крепче.

Запомните: чем массивнее элементы, тем паче тугоплавкий должен быть припой. Но не переборщите, по другому паяльничек малой мощности просто не сумеет его расплавить.
Не считая припоя нам нужен флюс. В качестве него применяют специальную паяльную кислоту либо канифоль.

Для пайки железа, латуни либо меди, применяют кислоту, а для электромонтажных работ – канифоль. Кислота нужна особая, травленая, лучше приобрести готовую, так как работать с кислотой очень небезопасно.
Также, будет нужно инструмент для зачистки
Инструмент готов, припой и флюс имеется, приступаем к работе, но до этого готовим сам паяльничек. Если нажимало не залужено либо вы отыскали уже прошлый в употреблении, его необходимо кропотливо зачистить, а после — залудить.

Заметим: от свойства подготовки кончика, почти во всем зависит удобство работы. До этого, кропотливо зачистите сам кончик, присвойте ему нужную форму. Идеальнее всего это делать обыденным ратфилем.

Применять наждачный круг не рекомендуется, он оставляет вкрапления абразива в металле, это сильно будет мешать потом. Сейчас, включаем в сеть и ждем, пока он нагреется.
Когда температура будет достаточной, обмакните до этого нажимало в флюс, самое наилучшее на данный момент – это рядовая канифоль, и позже аккуратненько расплавьте припой. Он должен умеренно распределиться по всей поверхности.

Если сходу это не удалось, повторите. После того, как вы удостоверьтесь, что все вышло, стряхните остатки припоя с нажимала либо протрите его ветошью.

Внимание! Во время пайки будьте внимательны и осторожны. Расплавленный припой имеет температуру порядка 250-300 градусов по Цельсию, вы сможете получить сильный ожог. Не подпускайте малышей к месту работы.
Секреты удачной пайки
Давайте сперва разглядим вопрос, как паять паяльничком с канифолью, так как таковой метод более нередко используют на практике.

Перед пайкой нужно зачистить поверхности, которые собираетесь соединить. Если это провода, их тоже необходимо кропотливо очистить от остатков окиси. Когда все будет готово, обмакните нажимало в канифоль, позже коснитесь припоя, маленькое его количество должно остаться на кончике.
Опять коснитесь канифоли, после этого приложите нажимало к поверхности, которую собираетесь залудить и прогрейте ее. Поверхность должна покрыться узким слоем припоя.
После того, как обе соединяемые детали будут залужены, совместите их, и за ранее взяв на кончик нажимала паяльничка припой, после коснувшись канифоли, прогрейте место соединения, припой должен умеренно распределиться. После чего дождитесь, когда пайка остынет. Проверьте качество и надежность.
Пайка с канифолью используется при ремонте радиоаппаратуры и бытовой электроаппаратуры. Само место спайки нужно помыть спиртом либо растворителем, удалив остатки флюса.

Для скрепления железных, медных, латунных и других деталей, применяют, обычно, паяльную кислоту. В данном случае, поверхности после зачистки обрабатывают ей и позже лудят.
Мы уже отвечали на вопрос, каким паяльничком лучше паять в контексте выбора мощности, но отметим, в некоторых случаях, к примеру, при ремонте мощных медных радиаторов, лучше воспользоваться особыми паяльничками, нагреваемыми паяльной лампой.
Они имеют очень мощное и тяжелое нажимало, что делает их очень комфортными при работе с большими и томными деталями.
Вообщем, от того, как отменно вы прогреете спаиваемые поверхности, почти во всем зависит крепкость соединения.
После пайки кислотой, кропотливо помойте швы, удалите все ее остатки и после смажьте соединения маслом ли другой смазкой.
Нередко появляется вопрос: как паять провода, что использовать в качестве флюса – канифоль либо кислоту. В принципе, не имеет особенного значения, какой флюс будет употребляться. При пайке с кислотой, принципиально кропотливо помыть спайку и удалить ее остатки, по другому она будет разрушать место соединения.

При использовании канифоли, пайка не будет разрушаться, даже если вы не особо кропотливо удалите остатки флюса. При всем том, канифоль не проводит электрический ток, а кислота является проводником, это нужно учесть.
Ответим еще на один вопрос, возникающий у новичков: как паять микросхемы и другие радиодетали. Для этого используйте паяльничек малой мощности: радиоэлектронные составляющие очень чувствительны к перегреву, также в качестве флюса применяйте канифоль либо особые смеси.

Кислоту применять не рекомендуется, она может повредить выводы радиодеталей, плату и в целом преподнести много противных «сюрпризов».

Последнее совет: для пайки алюминия и алюминиевых поверхностей используйте особые флюсы, их можно отыскать в свободно продаже.

Главное – отлично залудить поверхности, после этого метод работ вточности такой же, как и при обыкновенной пайке.