
Как правильно сваривать — Метод формирования неразрывного соединения путем введения расплавленного припоя в зону контакта известен как пайка. Температура плавления припоя должна быть ниже температуры соединяемой детали. Для того чтобы научиться правильно сваривать, необходимо изучить не только теорию, но и практику.

Паяльники
Паяльники можно использовать при напряжении до 220 вольт. Изготовление высоковольтного паяльника с помощью слабого паяльника затруднено из-за большого количества необходимых тонких проводников. Это увеличит размер паяльника и нарушит электробезопасность.
Мощность паяльника выбирается в зависимости от размера детали. Чем больше соединяемая деталь, тем выше должна быть мощность паяльника.
Необходимая температура стержня паяльника может поддерживаться автоматически или вручную. Для этой цели используются контроллеры на основе тиристоров.
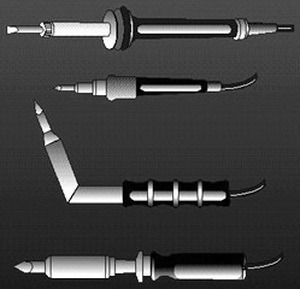
Чтобы увеличить срок службы паяльника, с него отгибают наконечник. Это придает меди свойство не растворяться в припое. Наконечнику придается специальная форма — срезанная или угловая. Наконечник имеет форму ножа, чтобы можно было спаять несколько паяльных штырьков вместе.
Инструменты
Рабочее место необходимо оснастить инструментом, перед тем как правильно паять детали.
Подставка
Предварительно нагретый паяльник обычно помещается в держатель, который служит точкой флюса, а также рабочей зоной для пайки. К держателю прикреплен зажим с кусочком поролона для очистки жала паяльника.
Штатив
Он состоит из зажимов, которые перемещаются по высоте и под углом, а также держателя паяльника и канифоли.
Подручные инструменты
Они необходимы для поддержки детали, снятия заусенцев с поверхности и придания проволоке определенной формы. Плоскогубцы, пинцет, острогубцы, кусачки, ножи и т.д.
Советы по пайке
- Используемые материалы. Одним из материалов, используемых для пайки, является олово. Однако температура его плавления не превышает 230 градусов. При монтаже радиодеталей они очень малы и могут выйти из строя из-за перегрева. Припой, состоящий из олова и свинца, плавится при температуре 180 градусов и также относительно дешев. Качество соединения такое же хорошее, как при пайке оловом. В редких случаях используется чистое олово. При монтаже радиодеталей используется припой PIC-61. Цифра — это процентное содержание олова. Для устранения следов окисления на припое можно использовать флюс. Для этой цели в оловообработке используются кислоты. Однако они не подходят для электрических соединений. Здесь необходим поток, нейтральный по отношению к контактам. Давайте узнаем, как паять канифолью, чтобы предотвратить окисление.

Флюсы на основе канифоли являются пассивными. Он защищает жидкий припой от воздействия воздуха во время процесса пайки, предотвращая образование оксидов. Однако это не удаляет их с поверхности. Легко паять с помощью трубки с припоем, внутри которой есть канифоль. В труднодоступных местах используйте раствор канифоли на спиртовой основе.
- Железный сердечник паяльника должен быть очищен и припаян, чтобы предотвратить образование слоев окисления, которые могут препятствовать процессу пайки.
- Для получения качественного паяного соединения поверхность пайки должна быть заземлена и лужена.
- Паяное соединение сначала нагревается паяльником, затем соединяется и паяется.
Как правильно паять паяльником
- Очистите поверхность пайки наждачной бумагой и обезжирьте бензином или ацетоном.
- Наконечник паяльника очищается напильниками, абразивной наждачной бумагой и другими инструментами для удаления окислов и углеродистых отложений.
- Паяльник нагревается, пропитывается канифолью и лудится. Чтобы правильно лудить жало, возьмите деревянный брусок и натрите припой на жало. Поверхность рабочей зоны должна стать серебристой.
- Нагрейте припой. Используя паяльник, нанесите каплю припоя размером с частицу на соединяемую поверхность и выровняйте их. При необходимости количество добавляемого припоя должно полностью покрывать соединение. Предполагается, что контакт между сердечником и проволокой как можно больше. Припой должен быть покрыт канифолью, чтобы избежать образования оксидов. Рекомендуется паять за один раз, так как после нескольких контактов припой окисляется из-за испарения канифоли. Деталь нельзя перемещать во время фазы охлаждения, так как образуются трещины, что снизит прочность и качество соединения.
- Остатки канифоли удаляются спиртом и щеткой.
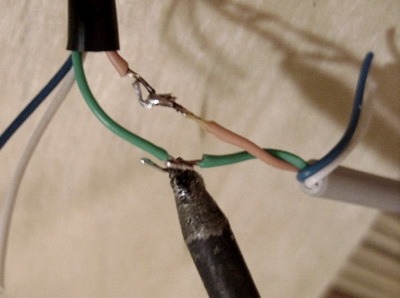
Пайка проводников
Теперь давайте выясним, как правильно припаивать провода. Зачистите концы проводов для подключения и нагрейте их. Размер сердечника должен быть выбран в соответствии с размером детали. Если сердечник слишком большой, то при пайке соседние детали будут перегреваться. Если он слишком мал, качество припоя будет низким.
Лучше всего снять изоляцию с провода с помощью ножа или кусачек. Если провод многожильный, скрутите его, а затем лудите. Для этого зачищенный конец провода окунают в емкость с канифолью, наносят каплю припоя на медные жилы и несколько раз лудят. Провода скручиваются так, чтобы они были покрыты со всех сторон припоем.
Провода скручиваются так, чтобы они образовывали общую ось. Один проводник скручен вдоль другого. Припой наносится на соединяемую область, а затем припой наносится снова. Соединение нагревается в течение 3 секунд.

Если припоя недостаточно, его необходимо добавить. Иногда непонятно, почему мощный паяльник не нагревает контакт и как его припаять. Тепло подается снизу вверх. Скрутка должна подогреваться снизу. При достаточном нагреве припой растекается равномерно, а при недостаточном нагреве получается рыхлый припой.
После пайки на место контакта помещается термоусадочный аппарат для создания изоляции. Термоусадочный материал можно нагреть зажигалкой.
Медные и алюминиевые провода не следует скручивать вместе. Для их соединения используются промежуточные конструкции в виде клеммных зажимов, болтовых соединений или другого металлического слоя. Существует припой из алюминия в сочетании с медной проволокой, который используется для спаивания их вместе.
Как правильно паять радиодетали
Пайка радиокомпонентов осуществляется путем предварительного скручивания или укладки и с использованием теплоотвода. Многие радиодетали не устойчивы к температурам выше 70 градусов.
На печатной плате отверстия, используемые для фиксации компонентов, покрыты припоем. Затем покрытый канифолью и оловом конец детали вставляется в отверстие, нагревается и смачивается припоем. Наконечник должен касаться как платы, так и детали. Излишки припоя удаляются с помощью оплетки из медной проволоки. Если все паяные соединения выглядят одинаково, припой хороший.
Паяльник без припоя нельзя долго держать горячим или перегретым. Могут образовываться окислы, поэтому необходимо снова зачистить и лудить наконечник. На нагретом стержне паяльника всегда должна быть канифоль. Если между операциями пайки проходит много времени, рекомендуется выключить паяльник. Используйте губку, чтобы удалить ненужный припой с сердечника.
Некоторые компоненты и части схемы могут быть повреждены статическим электричеством. Чтобы этого не произошло, корпус паяльника должен быть соединен с землей.