При монтаже электрических схем и соединении железных частей между собой применяется надёжный и испытанный способ — пайка. Для спаивания частей из металлов применяется паяльничек. Неопытным и начинающим монтажникам следует знать, как паять паяльничком и что необходимо иметь для работы. Полезно выяснить, как верно обработать припаянные изделия. Например, после окончания пайки больших изделий из нержавеющей стали, оставшийся флюс можно заботливо удалить с помощью ленточных ручных шлифовальных инструментов либо шлифовальных станков. А комплекты шлифовальных лент для обработки всех металлов и сплавов просто подобрать в каталоге: https://shop.voleks.com/komplekty-lent-dlya-grinderov
Каталог kak-payat-payal-nikom-vidy-prisposobleniy-podgotovka-k-rabote-sovety-po-payke-zheleza-i-stali
Конструкции и разновидности
Процесс спаивания заключается в заполнении места между проводниками расплавленным материалом, в большей степени оловянно-свинцовыми припоями. Температура плавления припоев должна быть ниже, чем нагреваемая площадь нажимала. Паяльничек должен выбираться зависимо от типа и рода работ, нужных для выполнения. Паяльнички бывают электрическими и нагреваемыми под воздействием открытого огня.
Конструкции и разновидности паяльничков:

- С нихромовым нагревателем, сделанным из проволки, намотанной на поверхность изолятора, вовнутрь которого вставляется нажимало. Такие инструменты медлительно греются и имеют сокращённое время службы.
- С глиняним нагревателем, к выводам которого подводится электрический ток. Подобные паяльнички характеризуются ускоренным нагревом и увеличенным сроком применения.
- Импульсные инструменты владеют моментальным нагревом. Они врубаются с помощью нажатия и удерживания кнопки. Всего через 2−3 секунды наконечник разогревается до нужной температуры для работы с припоем. Паяльничек выполнен в форме пистолета с наконечником.
- Газовые паяльнички можно применять автономно, это и является их главным достоинством. Рабочая часть нажимала направляется конкретно на пламя горелки, средством чего и происходит нагрев.
Дабы осознать, как хорошо паять паяльничком, следует держать в голове, что для выполнения определённых видов паяльных работ электрические паяльнички выбираются по мощности. Дабы произвести пайку полупроводниковых частей в схеме, довольно мощности от 15 Вт до 25−40 Вт, зависимо от размера нагреваемой поверхности радиоэлектронного компонента. Определённые виды паяльничков имеют особое предназначение. Для лужения проводов отлично подходят паяльнички мощностью от 40 Вт и выше. Для соединения огромных железных площадей применяют инструменты с мощностью 65 Вт, 80 Вт, 100 Вт, 150 Вт, 200 Вт, 300 Вт и 500 Вт. Электропаяльники выпускаются с различными питающими напряжениями:
- промышленные — 380 В;
- бытовые — 220 В, 36 В, 24 В, 12 В, 6 В;
- особые — 42 В и 110 В, используются на жд транспорте.
Подготовка инструмента к работе
Дабы знать, как верно воспользоваться паяльничком, необходимо завладеть способностями подготовки инструмента к пайке. 1-ое, что нужно выполнить после включения электропаяльника, — это залудить рабочий участок нажимала, который представляет собой цилиндрический стержень, сделанный из медного сплава. Обычно, нажимало находится снутри нагревателя и фиксируется при помощи специального винта либо других методов крепления, зависимо от конструктивных особенностей паяльничка.
Обработка нажимала
Сперва нужно направить внимание на качество рабочей части нажимала. Тот конец нажимала, который обычно применяется для паяния, нужно приготовить к использованию. Форма может иметь вид лопатки либо острозаточенной иглы, зависимо от запланированного типа работы.
Дабы приготовить рабочую поверхность нажимала, необходимо выполнить следующие деяния:

- С помощью молотка оббить нажимало и придать ему форму лопатки (отвёртки). Можно применять угловую заточку, которую лучше использовать для пайки более мощных частей. За счёт роста рабочей поверхности лучше передаётся тепло.
- Для пайки маленьких частей (полупроводниковые радиокомпоненты, тонкие монтажные провода) край рекомендуется заточить в форме острого конуса. Так наименьшим термическим воздействиям подвергаются детали, которые страшатся перегрева. Это обезопасит их от выхода из строя и дозволит инструменту работать подольше.
- Заточку в форме конуса можно применять на более массивных паяльничках для выполнения работ с большими проводниками.
Для подготовки рабочей части нажимала используют молоток, ратфиль либо надфиль, наждачку, припой и флюс. После обработки элемента молотком ему нужно придать подходящую форму с помощью ратфиля либо надфиля, а потом зашлифовать наждачкой.
Методы лужения
Следующим принципиальным моментом является лужение конца нажимала, предотвращающее его от резвого износа и коррозии. Для лужения можно применять флюсы либо сосновую канифоль. Нужно не допускать перегрева паяльничка, так как это затрудняет выполнение лужения. При первом включении паяльничка может показаться дым, предпосылкой которого обычно оказываются вещества, использованные при изготовлении инструмента.
Для предстоящей эксплуатации приспособления принципиально знать, что необходимо для пайки паяльничком. Сначала нужно произвести лужение. Оно осуществляется 2-мя методами.

Согласно первому методу, для лужения необходимо:
- разогреть нажимало до хорошей температуры;
- опустить его конец в канифоль;
- растирать припой концом нажимала до возникновения блеска.
2-ой метод предугадывает следующие этапы:
- Необходимо смочить ветошь веществом хлористого цинка и протереть ею нажимало.
- После чего нужно умеренно растереть расплавленный припой по поверхности нажимала при помощи кусочка поваренной соли.
Для лужения также можно использовать разные флюсы и паяльные жиры (паяльное сало). Дабы провести пайку проводов паяльничком, нужно приготовить сам инструмент, припой флюсы либо канифоль, вспомогательные приспособления (подставку для паяльничка, пассатижи, кусачки, пинцет, губку для очистки нажимала).
Как паять паяльничком: технологические советы
Нужно соблюдать технику пайки паяльничком. Перед спаиванием проводов их необходимо за ранее зачистить от изоляции. После чего делается осмотр зачищенной поверхности. Зависимо от марки провода на ней также может находиться лак. Если изоляция снималась с проводов за длительное время до спаивания, может образоваться окисел. Есть два метода снятия окисленных плёнок и лака:
- Механический, с внедрением тонкодисперсной наждачной бумаги. Таковой метод применим для одножильных проводов огромного поперечника. Многожильные, тонкие провода не рекомендуется зачищать таким макаром, так как можно их оборвать.
- Хим метод применяется для тонких многожильных проводов, но является более вредным для монтажника, так как ядовитые растворители при вдыхании с воздухом попадают в легкие. Лаковое покрытие можно снять без подготовительной зачистки при помощи ацетилсалициловой кислоты (аспирина). На пилюлю укладывают провод и кропотливо прогревают его паяльничком. Температура и кислота снимают лак с поверхности провода.
Работа с эмалированным проводом
При работе с эмалированными проводами можно использовать особый флюс, который разрушает покрытие и создаёт плёнку, защищающую от контакта с воздухом. Таковой флюс именуют активным. После окончания паяльных работ его нужно удалить с помощью увлажненной ветоши либо губы.
Если необходимо припаять провод к железной площадке (к примеру, заземление), его нужно за ранее залудить. Поверхность, к которой он будет припаян, необходимо зачистить до возникновения блеска и обезжирить. Следом за этим наносится флюс, и укладываются куски припоя. Место кропотливо прогревается, после этого к нему прикладывается провод.
Дабы отменно припаять провод к подходящему месту, нужно соблюдать технологию пайки. Для этого применяется припой ПОС-60 в комплексе с канифолью либо особыми флюсами, так как они присваивают ему текучесть и пластичность при пайке, также защищают поверхность от взаимодействия с кислородом.
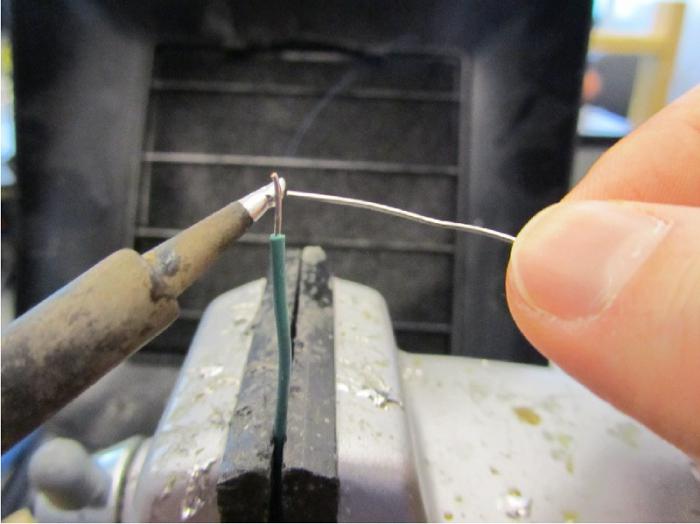
Спаивать провода необходимо отлично прогретым паяльничком, дабы его температуры хватало для плавления припоя. Зачищенный провод опускается в расплавленную паяльничком канифоль. За ранее набрав припоя, нужно пару раз провести жалом по оголённому проводу, после этого уже залуженный проводник можно запаять в нужном месте. Для удобства работы можно применять приспособление «третья рука». С его помощью фиксируется проводник, к которому будет припаян провод.
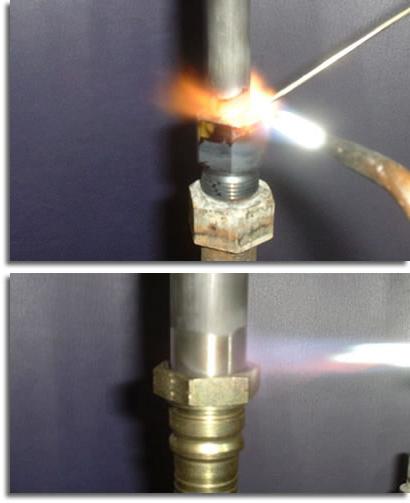
Пайка покрытого цинком железа
При производстве покрытых цинком изделий из углеродистой стали их нередко покрывают цинком при помощи способа жаркого погружения. Дабы получить блестящую поверхность стали, в ванну добавляются свинец, олово и алюминий в количестве 1%. Листы из стали также покрываются цинком с помощью гальванического метода. Как паять паяльничком такие изделия?

Покрытое цинком железо тяжело поддаётся пайке, потому нужно иметь особые активные флюсы, состоящие из концентрированной соляной кислоты и раствора цинкоаммониевого хлорида, также флюсы на базе хлористого цинка и аммония с добавкой хлористого олова. Оловянно-свинцовые припои в купе с флюсами имеют неплохую текучесть и обеспечивают прочные соединения.
За ранее на спаиваемую поверхность наносится флюс, после этого соблюдается выдержка. Это необходимо для того, дабы прошла реакция. Для пайки нужно иметь большой паяльничек с высочайшей рабочей температурой. Перед тем как спаять проводники, необходимо за ранее растереть поверхность соединения, а после спаивания следует удалить остатки флюса.
Чем паять нержавейку
Спаивание нержавейки является трудоёмким процессом. Как паять паяльничком таковой материал? Пайка делается при температуре от 500 до 700 градусов Цельсия при помощи припоя (тиноля). Припой для нержавейки выбирается исходя из критерий пайки и состава стали. Сплав содержит менее 25% хрома и 25% никеля, такие составы дают очень крепкие соединения. В качестве флюса применяется бура, которая наносится на поверхность в виде пасты либо порошка. После расплавления буры металл греется и становится ярко-красного цвета, потом в эти соединения вводится припой.

После окончания пайки оставшийся флюс удаляется с помощью воды либо песочного обдувания. Использование азотной и соляной кислоты очень не нужно, так как может произойти реакция припоя и металла с разрушением последнего.
Самодельный молотковый паяльничек

Как паять паяльничком самому в домашних критериях? Можно сделать мощнейший паяльничек для спаивания мощных железных частей. Таковой паяльничек имеет высшую теплоёмкость, которая обеспечивает достаточную температуру для выполнения нужных работ.
Необходимо расклепать мощный медный брусок либо толстый пруток, дабы сделать нажимало. Его нужно будет выточить с помощью ратфиля, дабы получить отчётливые рёбра и грани. Угол должен составлять от 30 до 45 градусов. В качестве держателя можно применять металлической прут или пластинку, которая будет присоединена к паяльному жалу. Можно также сделать ручку и прикрепить её к паяльничку.
Как верно паять паяльничком? Как верно паять провода, микросхемы
Пайкой именуется метод сотворения неразъемного соединения средством введения в зону контакта расплавленного материала с температурой плавления ниже, чем у материалов соединяемых деталей. О том, как верно паять паяльничком, можно выяснить, освоив технологию на практике.
Предназначение устройства
Паяльничек электрический выпускается с напряжением питания от 12 до 220в. Маломощную конструкцию трудно сделать под огромное напряжение, так как для этого нужна много слоев узкого провода, что приводит к повышению габаритов. Не считая того, его выбирают, исходя из критерий безопасности работы.
Мощность паяльничка комфортно подобрать при помощи обычный таблицы:
Транзисторы, диоды, микросхемы
Распространенная работа по электромонтажу
Пайка больших деталей
Лучшую температуру нажимала поддерживают вручную либо автоматом. Для этого используют тиристорные регуляторы.
Для роста срока службы конец паяльничка можно отковать. При всем этом медь будет меньше растворяться в припое. Перед тем как воспользоваться паяльничком, жалу присваивают ратфилем определенную форму. Более распространенными являются угловая и на срез. Ножевидную форму присваивают концу, дабы сразу выпаивать несколько контактов микросхемы либо выводов разъема.

Инструменты
Перед тем как верно паять паяльничком, рабочий участок следует снабдить необходимыми инструментами:
— Подставка. Нагретый устройство размещается на подставке. Она также служит для размещения флюса и является площадкой для работы с проводами. К ней дополнительно прикрепляют «крокодил» с куском поролона для очистки нажимала.
— Штатив. В него входят зажимы («крокодилы»), которые можно перемещать по высоте и поворачивать, ванночка с канифолью, держатель для паяльничка.
— Набор инструментов. Он нужен для поддерживания деталей, придания проводам данных форм, зачистки поверхностей пайки. В число таких инструментов входят пинцеты, пассатижи, кусачки, круглогубцы, ратфили, ножик, наждачка.
Секреты пайки
Внедрение материалов по предназначению. Для пайки можно использовать олово. Но его температура плавления составляет 230 ºС. При радиомонтаже соединяемые детали могут выйти из строя из-за перегрева. Сплав олова со свинцом становится водянистым при температуре 180-200 ºС. К тому же он дешевле, а качество соединения выходит не ужаснее. Незапятнанное олово в большей степени применяют при ремонте емкостей. В радиомонтажных работах используют припой марки ПОС-61, где число указывает процентное содержание олова. Для удаления окислов с места соединения используют флюсы. Жестянщики применяют для этого кислоты, которые неприменимы для электрических соединений. Для них необходимо применять флюсы, которые не будут разрушать контакты. Как верно паять паяльничком с канифолью, которая в большинстве случаев применяется для защиты соединений от окисления?

Она является пассивным флюсом и должна повсевременно защищать расплавленный припой от контакта с воздухом, препятствуя возникновению окислов, но с поверхности их не удаляет. Комфортным для работы является трубчатый припой, заполненный изнутри канифолью. Для недоступных мест применяется ее спиртовой раствор.
Нажимало паяльничка должно быть зачищено и покрыто слоем припоя, дабы оксидный налет не мешал в работе.
Поверхности контакта за ранее зачищают и залуживают. Тогда соединение выходит надежным и крепким.
Детали следует верно соединять и прогревать места спайки.
Как воспользоваться паяльничком?
С поверхностей деталей удаляются посторонние вещества средством зачистки наждачкой и обезжиривания ацетоном либо бензином.
Нажимало очищается от окислов и гари ратфилем, бруском либо наждачкой.
Паяльничек греется, его конец покрывается канифолью, а потом залуживается. Для этого припой на жале растирается древесным бруском. Вся рабочая поверхность должна приобрести соответствующий серебристый цвет.
Греется припой. Его маленькая часть в виде капли наносится на место соединения и разравнивается. Если это нужно, он добавляется до подходящего количества, пока не закроет место контакта. Участок соединения прогревается. Как верно паять провода? Соприкосновение нажимала с проводником должно быть по очень большой площади, а не кончиком, как это делают неопытные монтажники. При всем этом канифоль должна еще оставаться на капле припоя, дабы не началось его окисление. Процесс пайки делается в один прием. Если пару раз отводить и опять прижимать нажимало к детали, припой станет сероватым из-за окисления, так как канифоль испаряется ранее. В процессе остывания детали должны быть недвижными. При смещении проводов, когда припой еще не застыл, в нем образуются микротрещины, ухудшающие крепкость соединения и создающие дополнительное электрическое сопротивление.
Остатки канифоли удаляются кисточкой, смоченной спиртом.
Пайка проводов
Разберемся, как верно паять паяльничком провода. Сначала их концы, созданные для соединения, освобождаются от изоляции. Соединяемые провода принципиально отменно прогреть. Для этого размеры нажимала должны соответствовать габаритам деталей. Если паяльничек очень большой, то в процессе работы будут повреждены примыкающие элементы. При его малых размерах пайка окажется ненадежной, так как детали тяжело прогреть.
Подготовка провода заключается в удалении с его конца изоляции. Ее снимают ножиком либо кусачками. Многожильный провод следует скрутить, дабы не торчали отдельные части, и залудить. Для этого он опускается в ванночку с канифолью, паяльничком берется капля припоя и проводится пару раз по медным жилам. В процессе лужения провод необходимо прогревать и поворачивать, дабы покрытие было со всех боков. Для подготовки к предстоящей работе залуженный конец обмакивают в расплавленную канифоль и создают таким макаром «лакировку». Ее избытки можно будет позже просто удалить рукою.
Припой является слабеньким сплавом и ломается от маленьких нагрузок. Соединяемые провода за ранее зачищают и скручивают. Для этого они обязаны иметь общую ось. Их центры следует скооперировать, после этого один провод скручивается вдоль длины другого. Подобная операция проделывается со вторым концом. На место соединения наносится расплав канифоли, а потом — припой. Скрутку следует прогреть 2-3 сек.
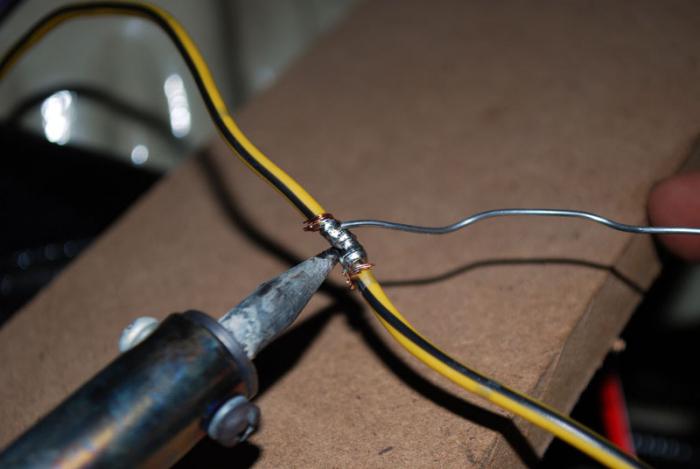
При недостающем количестве припой нужно добавить, дабы покрытие было равномерным и поблескивало. Многим неясно, почему соединение не прогревается даже с массивным устройством. Как должна выполняться пайка паяльничком в данном случае? Дело в том, что тепло распространяется снизу ввысь. Потому скрутку нужно подогревать снизу. При перегреве припой разливается, а когда тепла недостаточно, покрытие выходит рыхловатым.
Одножильные провода зачищают до блеска и обмакивают в канифоль. Потом их соединяют, прогревают 3-5 сек. и наносят припой. На обнаженный провод надевают термоусадочную трубку большего поперечника, который миниатюризируется от завышенной температуры, после этого появляется надежная изоляция. Если спайка стремительно остывает, для обогрева применяют зажигалку. Освоив, как верно паять провода, можно приступить к более сложным операциям.
Скручивать совместно медный и дюралевый провода неприемлимо из-за тепловыделения в переходном сопротивлении контакта. Их фиксацию создают через промежный элемент, которым может быть болтовое соединение с разделением шайбами, клеммный зажим, прослойка другого металла. Припой для пайки алюминия на базе олова подходит также к медному проводу и может быть для них надежным промежным слоем.
Пайка радиодеталей
Спайку с радиоэлементом создают скруткой либо внахлест, применяя теплоотвод, к примеру, пинцетом. Нагрев многих деталей электросхем не должен превосходить 70 ºС при длительности более 3 сек.
На печатной плате место монтажа по периметру отверстия покрывается слоем припоя. Потом в него вставляется залуженный и покрытый канифолью конец проводника. Его прогревают и смачивают добавленной каплей припоя. Нажимало должно касаться вывода и дорожки платы сразу. Избытки припоя просто удаляются медной оплеткой. Работа выполнена отменно, когда все точки пайки похожи друг на друга. Выводы радиоэлементов загибают и вставляют в отверстия платы. Концы с оборотной стороны мало отгибают, дабы деталь не выпадала.
Паяльничек нельзя длительное время держать сухим в нагретом состоянии. Он покрывается слоем окислов, и нажимало опять придется зачищать и лудить. На конце повсевременно должен быть слой расплавленной канифоли, а в долгие промежутки между работой паяльничек следует отключать. Также с него временами удаляется губкой старенькый припой.
Элементы плат различного оборудования могут выйти из строя под действием статического напряжения. Для предотвращения его появления корпус паяльничка следует заземлить.
Работа с микросхемами
Разглядим, как верно паять микросхемы. Процесс имеет некоторые особенности. Микросхемы не выдерживают перегрева. В местах соединения не должно быть излишков припоя. Для этого используют паяльничек для микросхем с регулированием температуры нагрева.
Одновременный нагрев контактов создают с применением фена с насадками. Участок на плате нужно очистить. Для этого подходит ацетон либо универсальный растворитель лаков. Потом врубается фен, и его температура устанавливается на уровне 330-370 ºС. При малой скорости обдува чип разогревается и сходу удаляется пинцетом после оплавления контактов. Потом зона спайки смазывается флюсом, а на место неисправной устанавливается новенькая микросхема. При нагреве феном она мало проседает от расплавления контактов, что является сигналом о конце операции. Место пайки протирается ацетоном, дабы удалить остатки флюса. Довольно массивные контакты можно дополнительно прогреть паяльничком.
Когда будет освоена обычная пайка паяльничком, можно перебегать на сложные соединения, к примеру, разнородные металлы с внедрением газового, печного либо импульсного обогрева.

Пайка алюминия
Трудности пайки алюминия связаны с его низкой температурой плавления (660 ºС) и крепкой оксидной пленкой. Детали нагревают в печи либо газопламенной горелкой. Их подготовка заключается в удалении жиров растворителем и в механической зачистке наждачкой, абразивным кругом либо щеткой из нержавейки. При всем этом окисная пленка появляется вновь, но ее толщина существенно меньше предшествующей. Потом на место соединения наносится флюс и делается его обогрев до температуры расплавления припоя. Электродным стержнем прикасаются к месту стыка, пока он не начнет расплавляться.
Припой для пайки алюминия при температуре 150-400 ºС может быть на базе цинка, олова, кадмия (легкоплавкий). Он слабо сопротивляется коррозии и просит дополнительных покрытий. Тугоплавкие припои, такие, как силумин (590-600 ºС), 34А (530-550 ºС) и другие, более надежны и применяются почаще. Сплавы алюминия имеют наименьшую температуру плавления. Их паяют с печным обогревом, который поточнее регулируется.
Заключение
Как верно паять паяльничком провода и микросхемы? Ответ на этот вопрос предполагает, сначала, кропотливую подготовку инструмента и деталей. В процессе сотворения неразъемного соединения слой расплавленного припоя всегда должен быть защищен флюсом. Для каждой операции подбирается паяльничек соответственной мощности и формы рабочей поверхности нажимала. При правильном соединении деталей и выдерживании температурного режима пайка выходит надежной и длительно служит.