7.6.10 . Типоисполнение, степень защиты и состав оборудования (частей) электросварочных установок должны выбираться с учетом технологии и вида сварки, характеристик свариваемых деталей (заготовок) и сварочных швов, с учетом определенных критерий наружной среды при выполнении сварочных работ (снутри закрытых помещений либо на открытом воздухе, в замкнутых и недоступных местах).
7.6.11 . Электроприемники основного оборудования и вспомогательных устройств электросварочных установок в отношении обеспечения надежности электроснабжения, обычно, следует относить к электроприемникам III либо II категории (см. гл. 1.2).
К III категории следует относить электроприемники всех передвижных и переносных электросварочных установок, стационарных электросварочных установок, перечисленных в 7.5.8, цехов и участков, также других цехов и участков, если перерыв в электроснабжении применяемого в них электросварочного оборудования не приводит к массовому недоотпуску продукции, простоям рабочих и устройств.
7.6.12 . Электрическая нагрузка электросварочных установок не должна снижать ниже нормируемых действующим эталоном значений характеристик свойства электроэнергии у электроприемников, присоединенных к сетям общего предназначения.
По мере надобности должны приниматься меры для уменьшения воздействия электросварочных установок на электрическую сеть.
7.6.13 . Конструкция и размещение оборудования электросварочных установок, огораживаний и блокировок должны исключать возможность его механического повреждения, также случайных прикосновений к вращающимся либо находящимся под напряжением частям. Исключение допускается для электрододержателей установок ручной дуговой сварки, резки и наплавки, также для мундштуков, горелок для дуговой сварки, сопл плазмотрона, электродов контактных машин и других деталей, находящихся под напряжением, при котором ведутся сварка, напыление, резка и т. п.
7.6.14 . Размещение оборудования электросварочных установок, его узлов и устройств, также органов управления должно обеспечивать свободный, удачный и неопасный доступ к ним. Не считая того, размещение органов управления должно обеспечивать возможность резвого отключения оборудования и остановки всех его устройств.
Для электросварочных установок, оборудование которых просит оперативного обслуживания на высоте 2 м и поболее, должны быть выполнены рабочие площадки, огражденные перилами, с неизменными лестницами. Площадки, огораживания и лестницы должны быть выполнены из несгораемых материалов. Настил рабочей площадки обязан иметь покрытие из диэлектрического материала, не распространяющего горение.
7.6.15 . Устройства управления электросварочными установками рекомендуется оборудовать огораживаниями, исключающими случайное их включение либо отключение.
7.6.16 . В качестве источников сварочного тока должны применяться только специально для этого предназначенные и удовлетворяющие требованиям действующих эталонов сварочные трансформаторы либо преобразователи статические либо двигатель-генераторные с электродвигателями либо движками внутреннего сгорания. Питание сварочной дуги электрошлаковой ванны и сопротивления контактной сварки конкретно от силовой, осветительной либо контактной электрической сети не допускается.
7.6.17 . Схема включения нескольких источников сварочного тока при работе их на одну сварочную дугу, электрошлаковую ванну либо сопротивление контактной сварки должна исключать возможность появления между изделием и электродом напряжения, превосходящего наибольшее напряжение холостого хода 1-го из источников сварочного тока.
7.6.18 . Электрическая нагрузка нескольких однофазовых источников сварочного тока должна по способности умеренно распределяться между фазами трехфазной сети.
7.6.19 . Однопостовой источник сварочного тока, обычно, должен размещаться на расстоянии не дальше 15 м от сварочного поста.
7.6.20 . Первичная цепь электросварочной установки должна содержать коммутационный (отключающий) и защитный электрические аппараты (аппарат), ее номинальное напряжение должно быть не выше 660 В.
Сварочные цепи не обязаны иметь соединений с электрическими цепями, присоединяемыми к сети (в том числе с электрическими цепями, питаемыми от сети обмоток возбуждения генераторов преобразователей).
7.6.21 . Электросварочные установки с многопостовым источником сварочного тока обязаны иметь устройство (автоматический выключатель, предохранители) для защиты источника от перегрузки, также коммутационный и защитный электрические аппараты (аппарат) на каждой полосы, отходящей к сварочному посту. Эти полосы следует делать круговыми; использование в установках с многопостовыми сварочными выпрямителями магистральных схем допускается только при технико-экономическом обосновании.
7.6.22 . Для определения значения сварочного тока электросварочная установка обязана иметь измерительный устройство. На электросварочных установках с однопостовым источником сварочного тока может не иметь измерительного устройства при наличии в источнике сварочного тока шкалы на регуляторе тока.
7.6.23 . Переносные и передвижные электросварочные установки (не считая автономных) следует присоединять к электрическим сетям конкретно кабелем либо кабелем через троллеи. Длина троллейных проводников не нормируется, их сечение должно быть выбрано с учетом мощности источника сварочного тока.
7.6.24 . Присоединение переносной либо передвижной электросварочной установки конкретно к стационарной электрической сети должно осуществляться с внедрением коммутационного и защитного аппаратов (аппарата) с разборными либо разъемными контактными соединениями. Непременно наличие блокировки, исключающей возможность размыкания и замыкания этих соединений, присоединения (отсоединения) жил кабельной полосы (проводов) при включенном положении коммутационного аппарата.
7.6.25 . Кабельная линия первичной цепи переносной (передвижной) электросварочной установки от коммутационного аппарата до источника сварочного тока должна производиться переносным гибким шланговым кабелем с дюралевыми либо медными жилами, с изоляцией и в оболочке (шланге) из нераспространяющей горение резины либо пластмассы. Источник сварочного тока должен размещаться на таком расстоянии от коммутационного аппарата, при котором длина соединяющего их гибкого кабеля не превосходит 15 м.
7.6.26 . Сварочные автоматы либо полуавтоматы с дистанционным регулированием режима работы источника сварочного тока рекомендуется оборудовать 2-мя комплектами органов управления регулирующими устройствами (рукояток, кнопок и т. п.), устанавливаемых один — у источника сварочного тока и 2-ой на пульте либо щите управления сварочным автоматом либо полуавтоматом. Для выбора вида управления регулятором (местного либо дистанционного) должен быть установлен переключатель, обеспечивающий блокирование 1 , исключающее неверное включение. Допускается не предугадывать способности выполнения блокирования, а применять механический замок со особыми ключами.
7.6.27 . Шкафы комплектных устройств и корпуса сварочного оборудования (машин), имеющие неизолированные токоведущие части, находящиеся под напряжением выше 50 В переменного либо выше 110 В неизменного тока, должны быть обустроены блокировкой 2 , обеспечивающей при открывании дверей (дверец) отключение от электрической сети устройств, находящихся снутри шкафа (корпуса). При всем этом вводы (выводы), остающиеся под напряжением, должны быть защищены от случайных прикосновений.
Допускается взамен блокировки использование замков со особыми ключами, если при работе не нужна открывать двери (дверцы).
1 Блокирование – термин по ГОСТ 18311-80 .
2 Блокировка – термин по ГОСТ 18311-80 .
7.6.28 . В электросварочных установках не считая защитного заземления открытых проводящих частей и подключения к системе уравнивания потенциалов посторониих проводящих частей (согласно требованиям гл. 1.7) должно быть предвидено заземление 1-го из выводов вторичной цепи источников сварочного тока: сварочных трансформаторов, статических преобразователей и тех двигатель-генераторных преобразователей, у каких обмотки возбуждения генераторов присоединяются к электрической сети без разделительных трансформаторов (см. также 7.6.30).
В электросварочных установках, в каких дуга пылает между электродом и электропроводящим изделием, следует заземлять вывод вторичной цепи источника сварочного тока, соединяемый проводником (оборотным проводом) с изделием.
7.6.29 . Сварочное электрическое оборудование для присоединения защитного РЕ-проводника обязано иметь болт (винт, шпильку) с контактной площадкой, расположенной в доступном месте, с надписью "Земля"(либо с условным знаком заземления по ГОСТ 2.721-74* ). Поперечникы болта и контактной площадки должны быть более нормируемых ГОСТ 12.2.007.0-75 .
Втычные контактные соединители проводов для включения в электрическую цепь напряжением выше 50 В переменного тока и выше 110 В неизменного тока переносных пультов управления сварочных автоматов либо полуавтоматов обязаны иметь защитные контакты.
7.6.30 . Электросварочные установки, в каких по условиям электротехнологического процесса не может быть выполнено заземление согласно 7.6.28, также переносные и передвижные электросварочные установки, заземление оборудования которых представляет значимые трудности, должны быть снабжены устройствами защитного отключения либо непрерывного контроля изоляции.
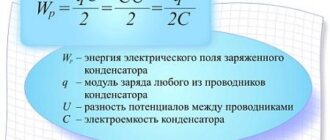
7.6.31 . Конденсаторы, применяемые в электросварочных установках в целях скопления энергии для сварочных импульсов, обязаны иметь устройство для автоматической разрядки при снятии защитного кожуха либо при открывании дверей шифанеров, в каких установлены конденсаторы.
7.6.32 . При водяном охлаждении частей электросварочных установок должна быть предусмотрена возможность контроля за состоянием охлаждающей системы при помощи воронок для стока воды либо струйных реле. В системах водяного остывания автоматов (полуавтоматов) рекомендуется применять реле давления, струйные либо температуры (два последних используются на выходе воды из охлаждающих устройств) с работой их на сигнал. Если прекращение протока либо перегрев охлаждающей воды могут привести к аварийному повреждению оборудования, должно быть обеспечено автоматическое отключение установки.
В системах водяного остывания, в каких вероятен перенос по трубопроводам потенциала, небезопасного для обслуживающего персонала, должны быть предусмотрены изолирующие шланги (длину шлангов выбирают согласно 7.5.39).
Разъемные соединения и шланги системы водяного остывания рекомендуется располагать таким макаром, дабы исключить возможность попадания струи воды на электрическое оборудование (источник сварочного тока либо др.) при снятии либо повреждении шлангов.
Качество воды, применяемой в системе водяного остывания, должно соответствовать требованиям, приведенным в табл. 7.5.13, если в эталонах либо технических критериях на соответственное оборудование не приведены другие нормативные значения.
Длина гибкого кабеля соединяющего источник сварочного тока

Фейерверк разлетающихся слепящих искр с эпицентром, который похож на яркую сверхновую звезду — многие из нас с энтузиазмом следили за работой сварщика, зная, что по сути это очень небезопасно для зрения. Сварка — это не только лишь прекрасный, но и технологически непростой процесс, требующий высококлассного оснащения и хороших проф способностей.
К счастью, мы не будем рассматривать все 150 методов и разновидностей сварочных процессов, которые есть сейчас, а остановимся на принципиальной дилемме оптимального выбора силового кабеля для сварочного аппарата. Пойдет речь об главных типах проводов для сварки, их конструктивных особенностях, фаворитных марках и аспектах определения рационального сечения.
Предназначение и конструкция сварочных кабелей

Сварочный кабель используется при выполнении работ способом электродуговой сварки для запитывания ручных, автоматических и автоматических установок. С помощью силового провода данного типа осуществляется подведение электротока от сварочного аппарата, балластного (регулирующего) реостата либо другого источника питания конкретно к держателю электродов и заземляющему зажиму ("массе") для сотворения замкнутого контура.
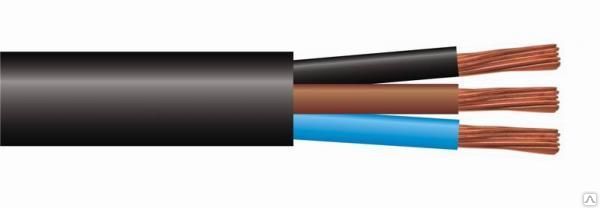
Алюминий изредка применяется при производстве сварочных проводов, так как имеет высшую теплопроводимость, приводящую к критичному перегреванию жилы и изоляционного слоя, в особенности в "жарких" местах близкого контакта со свариваемыми поверхностями. Не считая того, дюралевые проводники недостаточно эластичны, потому плохо переносят функцию нередкого сматывания и разматывания. Медный кабель не имеет схожих недочетов, потому отлично зарекомендовал себя в качестве проводника для сварочного аппарата. Изделие может выпускаться как в моножильном, так и в мультижильном выполнении, которое содержит в себе разные композиции основной жилы с нулевой, заземляющей либо другими вспомогательными.
К главным плюсам кабелей для сварочного инвертора относятся:
- высочайшие характеристики допустимых электронагрузок (до 0,66 кВ переменного тока на частотах до 400 Гц, до 1 кВ — неизменного),
- завышенная упругость,
- стойкость к сдавливающим и растягивающим воздействиям,
- пожарная безопасность — проводные изделия не должны воспламеняться и распространять горение,
- возможность использования на открытом пространстве. Сварочные провода выдерживают резкие перепады температур, воздействие ультрафиолета и осадков, химически брутальных веществ,
- бессчетные выполнения, облегчающие выбор сварочногокабеля под текущие условия технологического процесса.
Конструктивные особенности и технические свойства провода для сварки обмыслены таким макаром, дабы изделие выдерживало высочайшие токовые нагрузки и жесткий температурный режим, обеспечивая бесперебойное электропитание, резвый, высококачественный и очень удачный рабочий процесс.
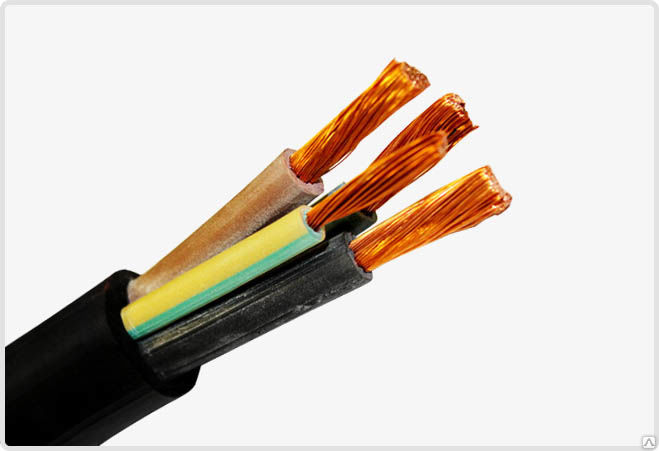
Сварочный кабель состоит из:
· медной либо меднолуженой мультипроволочной токопроводящей жилы 5-го класса гибкости,
· синтетической спецпленки ПЭТ-Э, выполняющей функцию защиты проводящей ток жилы от клейки с изоляционным материалом,
· изолятора из резины марки РТИ-1 (либо хладостойкой РТИ-1-ХЛ), имеющей в составе бутадиеновые и натуральные каучуки, которые и обеспечивает завышенную упругость изделия,
· разделительного слоя из ПЭТ-Э, выполняющего подобные функции,
· общекабельной оболочки-изолятора, произведенной из шланг-резины других типов — маслостойкой РШН-1 либо РШТ-2 (хладостойкой РШТМ-2-ХЛ), сделанных на базе на базе полихлоропрена, бутадиеновых и изопреновых каучуков (РТИШМ и хладостойкая РТИШ-ХЛ применяются в одножильных марках),
Систематизация медных кабелей для сварочного аппарата
Провода для сварки можно приобрести у любого торгового предприятия, которое занимается реализацией кабельной продукции. Кабеля для сварочного аппарата различаются по стоимости, но обычно классифицируются по другим аспектам.
По многофункциональному предназначению различают:
- силовой провод — его используют для подключения инвертора, трансформатора либо другого устройства к электролинии,
- соединительный кабель для сварки — применяют для передачи рабочего напряжения,
- провод для держателя — подает электроток на контактную часть сварочного аппарата,
- заземляющий и/либо нулевой провод.
Как уже было сказано, в многожильных исполнениях сварочных проводов функционал может объединяться в одном изделии.
По области использования выделяют модификации сварочных кабелей для:
- бытовых устройств, работающих с токовыми нагрузками 100-250 А,
- полупрофессиональных установок (до 330 А),
- проф сварочных устройств, используемых с электротоком силой до 500 А,
- сверхмощных промышленных аппаратов (до 680 А).
Марки сварочного кабеля
Сварка — довольно оживленный технологический процесс, который обычно предполагает необходимость неизменного перемещения спеца либо смены позиции рабочего инструмента. Потому проф сварщики применяют только гибкие разновидности проводников, к примеру, КГ, КГН либо КОГ1.
Более пользующейся популярностью маркой сварочных кабелей считается КГ. Отличаясь применимой ценой и хорошими техническими чертами, КГ отлично зарекомендовал себя как надежный "передатчик" электротока на держатель либо силовой провод, питающий аппарат для сварки от сети.
Марка КГН создавалась для потребностей кораблестроения, потому отлично адаптирована для функционирования в брутальной среде, помещениях с высочайшей влажностью воздуха, долгим конденсированием воды, также зонах завышенной пожарной угрозы. Гибкий проводник КГН отличается от сварочного кабеля КГ наличием маслостойкой оболочки из резины РШН-1, которая выполнена на базе полихлоропрена и не поддерживает горение. Марка КГН нередко применяется в качестве оборотного сварочного провода, который обычно размещается на поверхности пола производственного помещения либо на земле.
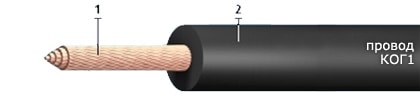
Если для равномерного прогрева свариваемых поверхностей нужна обеспечить наивысшую мобильность спеца, то в качестве сварочного кабеля может применяться сверхгибкая марка КОГ1. Эта особенность проводника достигается благодаря облегченной конструкции. Он состоит из 1 мультипроволочной жилы, которая заключена в шланг-изолятор из РТИШМ-резины. Сварочный провод работает с переменным напряжением 200 В (50 Гц), неизменным — 700 В и присоединяется к оборудованию через пайку, сварку либо опрессовку.
Какой кабель нужен для сварочного аппарата?
Провод для сварки подбирается под определенный рабочий проект и должен отвечать ряду требований. Обычно, для выбора сварочного кабеля довольно верно обусловиться с токовыми чертами подключаемого инвертора либо другого сварочного устройства и сечением провода, обозначенным производителем в техническом описании изделия.
Нужно соблюдать "золотое" правило — чем выше сила тока в сварочном аппарате, тем большего сечения кабель следует приобрести. Принципиально не перестараться, ведь при недостающем поперечнике жил оборудование может просто не запуститься. При всем этом очень толстый сварочный кабель — это излишние расходы и чрезмерная нагрузка для сварщика, который обязан повсевременно передвигаться с проводом.
Для выполнения относительно маленьких сварочных задач, в особенности это касается бытовых вопросов, довольно применять оборудование инверторного типа, которое отличается компактностью и доступной ценой. Характеристики сечения кабеля для сварочного инвертора с разными токовыми чертами должны быть такими:
- 80-100 А — 6-7 мм2,
- 120 А — 10 мм2,
- 160-189 А — 16 мм2,
- 200/250 А — 25 мм2.
Более масштабные и сложные работы требуют использования сварочных трансформаторов либо инверторов завышенной мощности. Для токовых нагрузок 289 А нужно выбирать кабель сечением 35 мм2, 350-362 А — 50 мм2. Трансформаторы, способные "выдавать" 437 А требуют 70 мм2 проводов, 522 А — 95 мм2. Для корректной работы сварочных выпрямителей с величиной тока до 600 А нужны кабеля с сечением 120 мм2.
Длина кабеля сварочного аппарата
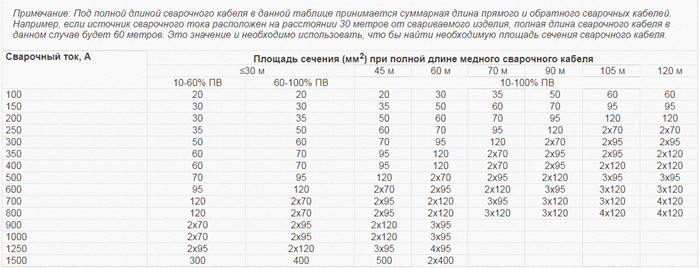
Еще одним принципиальным аспектом, который прямо оказывает влияние на производительность и качество сварочных работ, является длина проводника. Так как при увеличении протяженности сварочного кабеля происходит падение токовых черт, нужно максимально точно просчитывать связи данных характеристик.
ПВ — длительность включения, одна из черт сварочного инвертора.
В таблице приведены примерные характеристики сечения сварочных проводов для данных значений силы тока и длины проводов. Принципиально учесть советы производителей агрегатов для сварки, которые могут прямо указывать предельные длины кабелей для каждой марки собственных изделий, не рекомендуя либо запрещая удлинение проводников.
Нужен кабель для сварочного аппарата? Подберем идеальный вариант!
Отправьте заявку он-лайн либо позвоните по бесплатному
Электробезопасность при производстве электросварочных работ
Требования электробезопасности, предъявляемые к сварочному оборудованию
На электросварочную установку (сварочный трансформатор, агрегат, преобразователь, выпрямитель) должны быть паспорт, аннотация по эксплуатации и инвентарный номер, под которым она записана в журнальчике учета и повторяющихся осмотров.
В качестве источников сварочного тока могут применяться трансформаторы, выпрямители и генераторы неизменного тока, специально для этого предназначенные. Конкретное питание сварочной дуги от силовой (либо осветительной) распределительной цеховой сети не допускается. Источники сварочного типа можно присоединять к распределительным электрическим сетям напряжением не выше 660 В. Нагрузка однофазовых сварочных трансформаторов умеренно распределяется между отдельными фазами трехфазной сети.
В передвижных электросварочных установках для подключения их к сети следует предугадывать блокирова- ние рубильников, исключающее возможность присоединения и отсоединения провода, когда зажимы находятся под напряжением.
Электросварочные установки должны включать в электросеть и отключать от нее, также чинить только электромонтеры. Делать эти операции сварщикам воспрещается. Длина первичной цепи между пт питания и передвижной сварочной установкой не должна превосходить 10 м.
Токоведущие части сварочной цепи нужно накрепко изолировать (сопротивление изоляции должно быть более 0,5 МОм) и защитить от механических повреждений. Сопротивление изоляции электрических цепей установки определяют при текущих ремонтах в согласовании с ГОСТ на эксплуатируемое электросварочное оборудование. Сроки текущих и серьезных ремонтов сварочных установок определяет лицо, ответственное за электрохозяйство предприятия, исходя из местных критерий и режима эксплуатации, также указаний завода-изготовителя. Установку и ее пусковую аппаратуру следует осматривать и чистить не пореже 1-го раза за месяц. Все открытые части сварочной установки, находящейся под напряжением питающей сети, накрепко ограждаются.
Сопротивление изоляции нужно инспектировать не пореже 1-го раза в три месяца, а при автоматической сварке под флюсом — один раз за месяц. Изоляция должна выдерживать напряжение 2 кВ в течение 5 мин.
Корпуса электросварочного оборудования зануляются (заземляются). Для защитного зануления (заземления) корпуса источники питания, снабженные особыми болтами, присоединяют к проводу зануляющего (заземляющего) устройства. При всем этом каждую сварочную установку нужно конкретно соединять с зануляющим (за-земляющим) проводом. Последовательное соединение установок между собой и использование общего зануляющего (заземляющего) провода для группы установок не допускается. Несоблюдение этого требования может привести к тому, что при обрыве провода, последовательно соединяющего установки, некоторые из них окажутся неза-нуленными.

Правила электробезопасности при сварочных работах
Согласно правил электробезопасности, перед включением и отключением рубильника нужно убедиться, занулен ли его кожух и изолирована ли ручка. При наличии повреждения рубильник отключают. До того как приступить к работе, нужно привести в порядок спецодежду; оглядеть рабочее место, проверить исправность электросварочной аппаратуры, наличие запломбированных электроизмерительных устройств; вытереть .насухо пол, если он окажется скользким (облит маслом, краской, водой); проверить исправность кабелей, проводов и их присоединения к узлам сварочной машины. При наличии дефектов к электросварке приступать воспрещается. Нужно смотреть за тем, дабы руки, обувь и одежка всегда были сухими.
По окончании сварки электросварщик должен выключить сварочный трансформатор либо генератор, отключить сварочный кабель с электродержателем, смотать провода в бухты и сложить в специально отведенное место.
Присоединение и отсоединение от сети электросварочных установок, также наблюдение за их исправным состоянием должны вестись электротехническим персоналом с квалификационной группой не ниже III.

Что можно применять в качестве оборотного провода при электросварке
В качестве оборотного провода, соединяющего сва-риваемое изделие с источником сварочного тока, можно применять гибкие провода, также, где это может быть, железные шины любого профиля достаточного сечения. Оборотный провод должен быть изолирован так же, как и присоединенный к электродержателю. Внедрение в качестве оборотного провода сети заземления железных строй конструкций построек, коммуникаций и несварочного технологического оборудования воспрещается.
Отдельные элементы, применяемые в качестве оборотного провода, кропотливо соединяют между собой (сваркой либо при помощи болтов, струбцин либо зажимов). В установках для дуговой сварки в случае необходимости (к примеру, при выполнении радиальных швов) допускается соединение оборотного провода со свариваемым изделием при помощи скользящего контакта.
Особенности электросварки в особо небезопасных критериях
При сварке снутри железных конструкций, котлов, резервуаров, также внешних установок (после дож- дл и снегопада) сварщик не считая спецодежды должен дополнительно воспользоваться диэлектрическими перчатками, галошами и ковриком. При работе в закрытых емкостях нужно также надевать резиновый шлем. Воспользоваться металлическими щитками в данном случае воспрещается.
Работы в закрытых емкостях ведутся более чем 2-мя лицами, при этом какой-то из них обязан иметь квалификационную группу не ниже III и находиться снаружи свариваемой емкости для контроля за неопасным проведением работ сварщиком. Электросварщик, работающий снутри емкости, снабжается предохранительным поясом с веревкой, конец которой должен быть у второго лица, находящегося снаружи.

Ограничение напряжения холостого хода сварочного трансформатора
Все электросварочные установки при ручной дуговой сварке переменным током, созданные для сварки в особо небезопасных критериях (к примеру, снутри железных емкостей, в колодцах, туннелях, при обычных работах в помещениях с завышенной угрозой и т.п.), должны быть обустроены устройствами ограничения напряжения холостого хода до 12 В действенного деяния с выдержкой времени менее 1 с.